
℔ THE SINGER MANUFACTURING CO.より発刊されたものを当方が文字起こしたマニュアルの一部です。内容の記載に問題がある場合は問い合わせ先より連絡ください。
SINGERユニバーサルパワーテーブルへのミシンの設置方法
ミシンは通常、操作者から最も近いテーブルの端に向かって、脚部の中間あたりに位置するように設置します。
チェーンをレバー(B、図16)に接続するための穴を1つ、そしてチェーンを始動レバー(C、図18)に接続するための穴をもう1つ開けます。
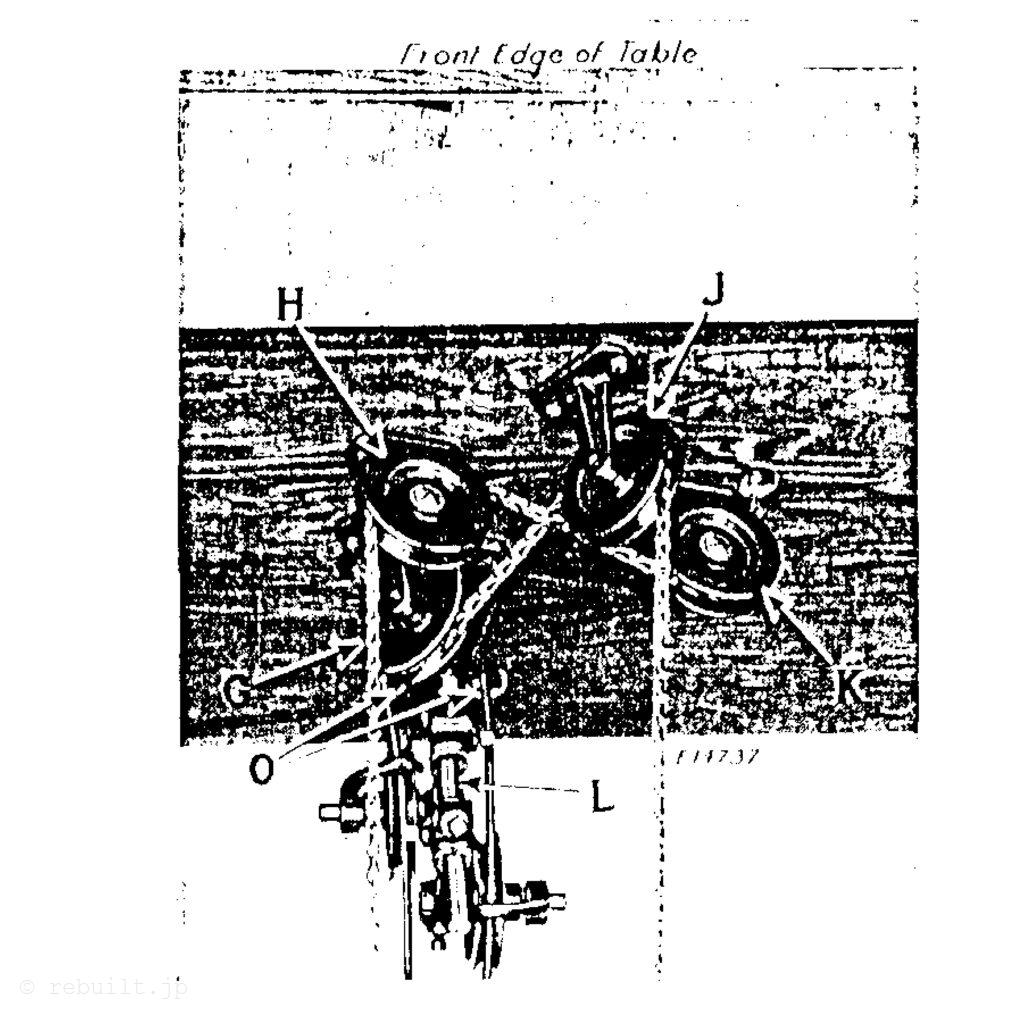
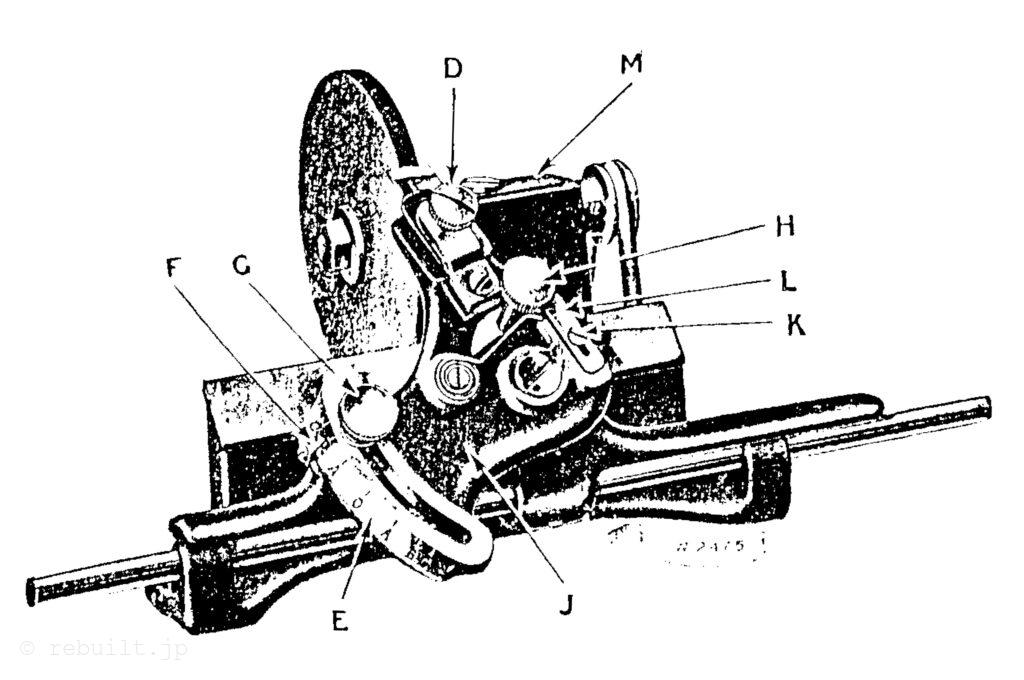
フットペダルチェーンプーリーは4つあります(G、H、J、K、図2)。それぞれブラケットと1つのプーリーで構成されています。これらのプーリーの1つ(K、図2)を、クランプ昇降レバー(B、図16)の真下、左側のフットペダルのチェーン調整スライドと一直線になるように、テーブルの下面に固定します。2つ目のプーリー(H)を、チェーン調整スライドの真上、最初のプーリー(K)と一直線になるように、テーブルの下面に固定します。プーリー(G、図2)を、始動レバー(C、図18)の真下、右側のフットペダルのチェーン調整スライドと一直線になるように、テーブルの下面に固定します。4つ目のプーリー(J、図2)を、右側のフットペダルのチェーン調整スライドの真上、プーリー(G)と一直線になるように、テーブルの下面に固定します。
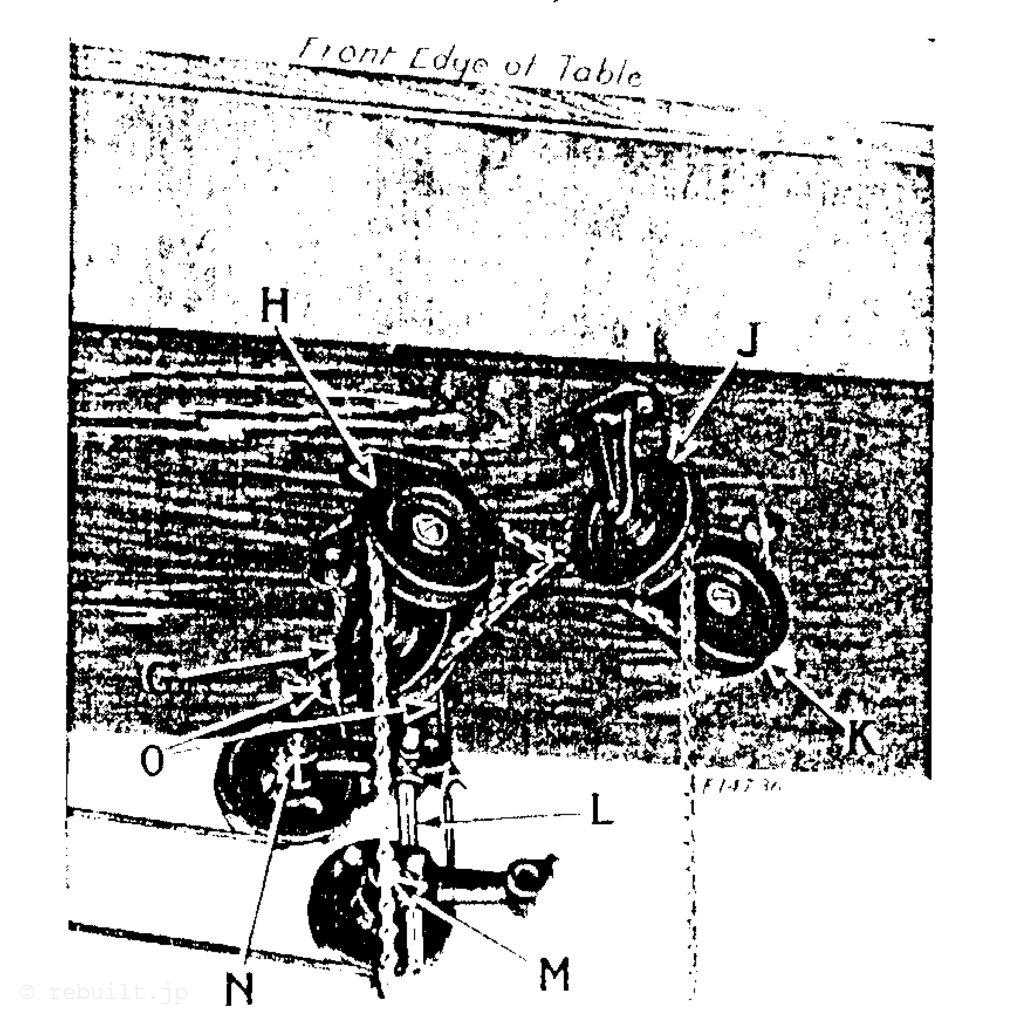
左側のフットペダルから1本のチェーンをまっすぐ上に伸ばし、プーリー(H)の上を通ってプーリー(K)の下を通り、テーブルの穴を通してクランプ昇降レバー(B、図16)に固定します。2本目のチェーンを右側のフットペダルからまっすぐ上に伸ばし、プーリー(J)の上を通ってプーリー(G)の下を通り、テーブルの穴を通して始動レバー(C、図18)に固定します。機械を、アイドラブラケット一式(L)の後方にある床またはテーブルのシャフトに取り付けられたプーリーで駆動する場合は、アイドラとアイドラアームは、図3のNに示すように、垂直ロッド穴から最も遠いアームの2つの穴にプーリーを取り付けて組み立ててください。機械を機械後部とテーブル前部の間にあるシャフトから駆動する必要がある場合は、図3のMに示すように、2つのプーリーを垂直ロッド穴に最も近いアームの穴に取り付けて組み立ててください。
機械駆動プーリーの真下のテーブルに、機械に付属の設計図に示されている位置に従って2つのベルト穴(O、図2)を開け、これらの2つの穴(O)の真下のテーブル下面にベルトアイドラ(L、図2)を取り付けてください。ベルトは、シャフト上のプーリー、アイドラ、テーブルの穴(O)を通って機械上のプーリーにかけます。
SINGER電動モーター付きユニバーサルパワースタンドへの機械の設置
上記の手順に従ってください。ただし、ベルトアイドラ(L、図3)とアームは図3に示すように組み立てる必要があります。ベルトは、モーターのプーリー、アイドラ、テーブルの穴(O、図3)を通って機械のプーリーにかけます。
クラス71型ミシンの個々のSINGER製電動モーター駆動におけるアイドラー
およびペダルチェーンガイドの位置を示す。
2台の機械を並列運転する場合
アイドラー、ペダルチェーンガイド、および71型ミシンを2台連結して
使用する場合のSINGER製電動トランスミッターモーターの配置を示す。
2台の機械を並列運転し、テーブルまたは床のシャフトから駆動する場合は、2台の個々の機械と同様にベルトとベルトアイドラを取り付け、チェーンプーリーは機械に付属の設計図に従って取り付けてください。
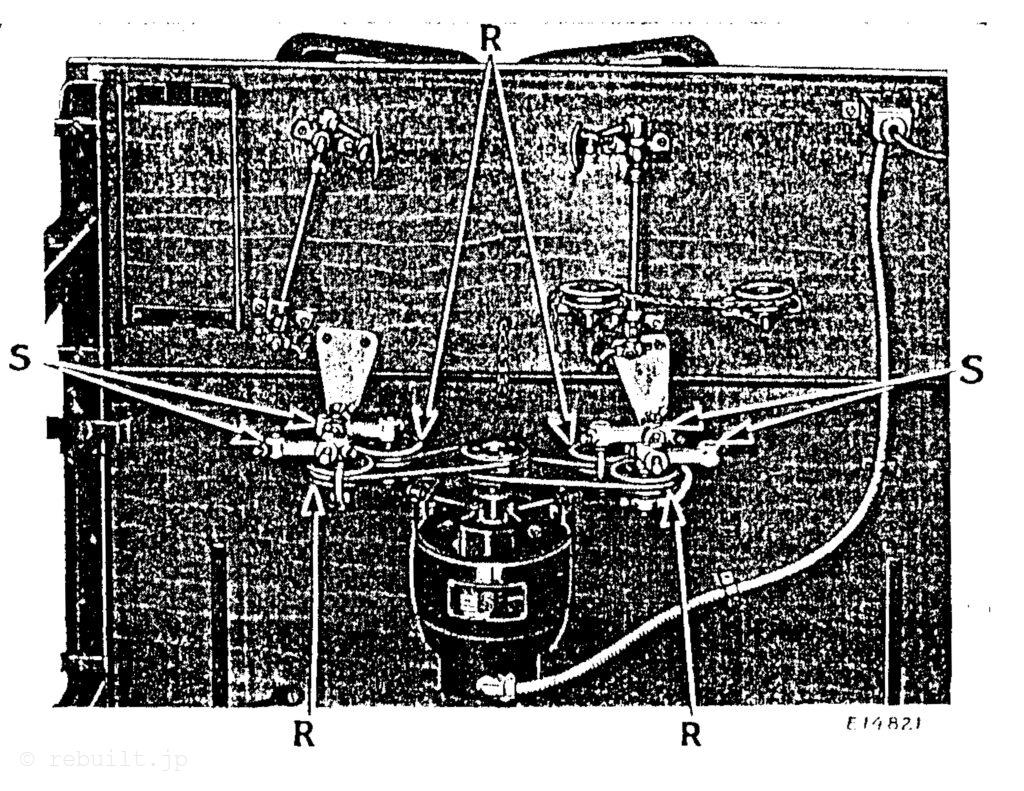
2台の機械を並列運転するために1台のモーターを取り付ける場合は、図4に示すように、モーターを2台の機械の中心線の真下に、駆動プーリーをテーブルの前方に向けて取り付けてください。ベルトアイドラプーリー(R、図4)は、図4に示すようにアーム(S)に取り付け、チェーンプーリーは機械に付属の設計図に従って取り付けてください。各ミシンに個別のモーターをペアで使用する場合、テーブルの下にベルトアイドラーは使用されず、モーターはミシンのプーリーの真下に、各ミシンがテーブルに対して設置されているのと同じ角度で配置されます。
針
ミシン71-30~71-47用の針は、クラスおよび種類71 x 1(サイズ11、13、14、16、18、19、21)と71 x 3(サイズ11、13、14、16、18)があります。
使用する針のサイズは、針穴をスムーズに通る糸の太さによって決定してください。粗い糸や不均一な糸を使用したり、糸が針穴を通りにくい場合は、ミシンの正常な動作が妨げられます。 針のご注文の際は、必要な数量、サイズ番号、およびクラスと種類番号をXで区切って明記してください。以下は、分かりやすい注文例です。
「100本 No.16、71 x 1 針」
「100本 No.14、71 x 3 針」
最高の縫製結果を得るには、シンガーミシン会社が提供する針を使用することをお勧めします。
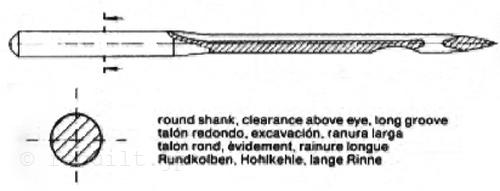
軸1.64mm,エンドから穴まで33.9mm
DLx1,SY1526
糸
パールステッチのボタンホールには、針に右撚りの糸を使用してください。
ウィップステッチのボタンホールには、針に左撚りの糸を使用してください。
ボビンには右撚り、左撚りどちらの糸でも使用できます。
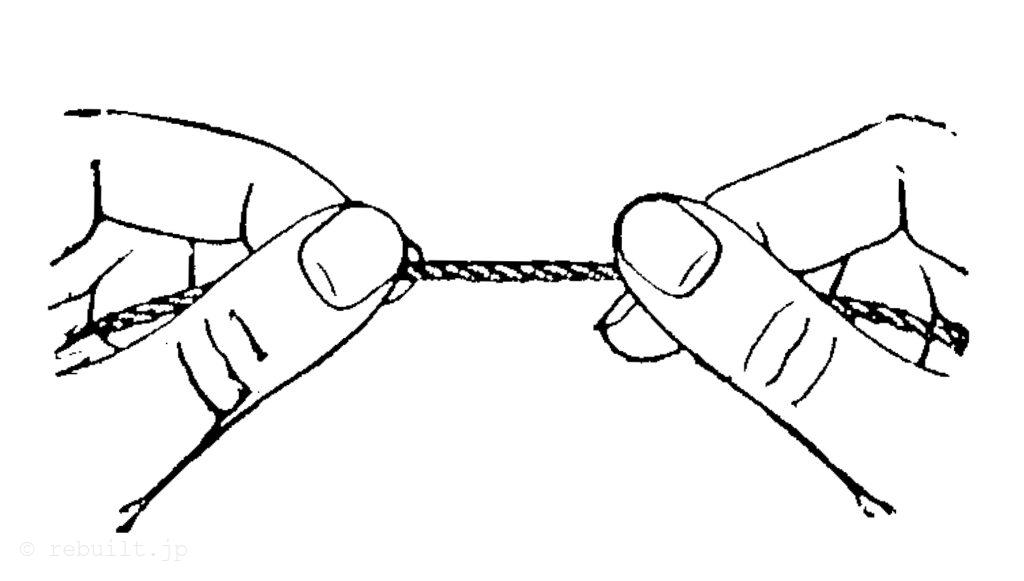
糸は上記のように持ちます。右手の親指と人差し指の間で糸を自分の方にひねります。左撚りの場合は糸がより強く撚り合わされ、右撚りの場合は撚りがほどけます。
パールステッチのボタンホールには、ボビンよりも針に太い糸を使用してください。例えば、針に30番の綿糸、ボビンに70番または80番の綿糸、あるいは針に40番の綿糸、ボビンに90番または100番の綿糸を使用します。ウィップステッチのボタンホールには、針とボビンに同じ太さの糸を使用してください。
ボビンの取り外し方
左手の親指と人差し指でミシン台の下に手を伸ばし、人差し指でボビンケースのラッチ(B、図10)を開け、ボビンケースを取り出します。
ラッチが開いている間は、ボビンはボビンケースに保持されています。ラッチを離し、ボビンケースの開いている方を下に向けると、ボビンが落ちます。
ボビンの巻き方
ボビンをボビンワインダースピンドルにセットし、スピンドルの小さなピンがボビンの溝に入るように、ボビンを肩の部分にしっかりと押し付けます。
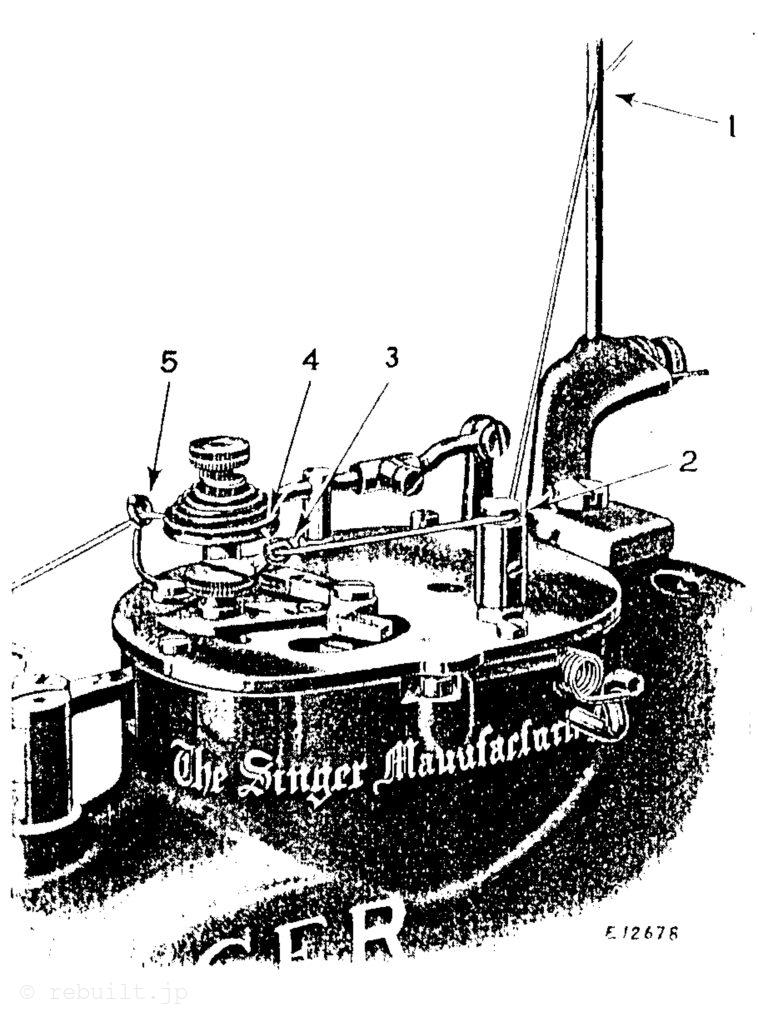
糸を糸巻き機からミシン上部に取り付けられたテンションブラケットの糸ガイド(1、図6)に通し、テンションディスクの間(2、図6)を通し、糸ガイド(3、図6)を通し、糸端をボビン(4、図6)に数回巻き付け、ボビンワインダープーリーを駆動ベルトに押し付けます。ボビンに十分な糸が巻かれると、ボビンワインダーは自動的に停止します。ミシンで縫製中でもボビンを巻くことができます。
ボビンケースへの糸の通し方
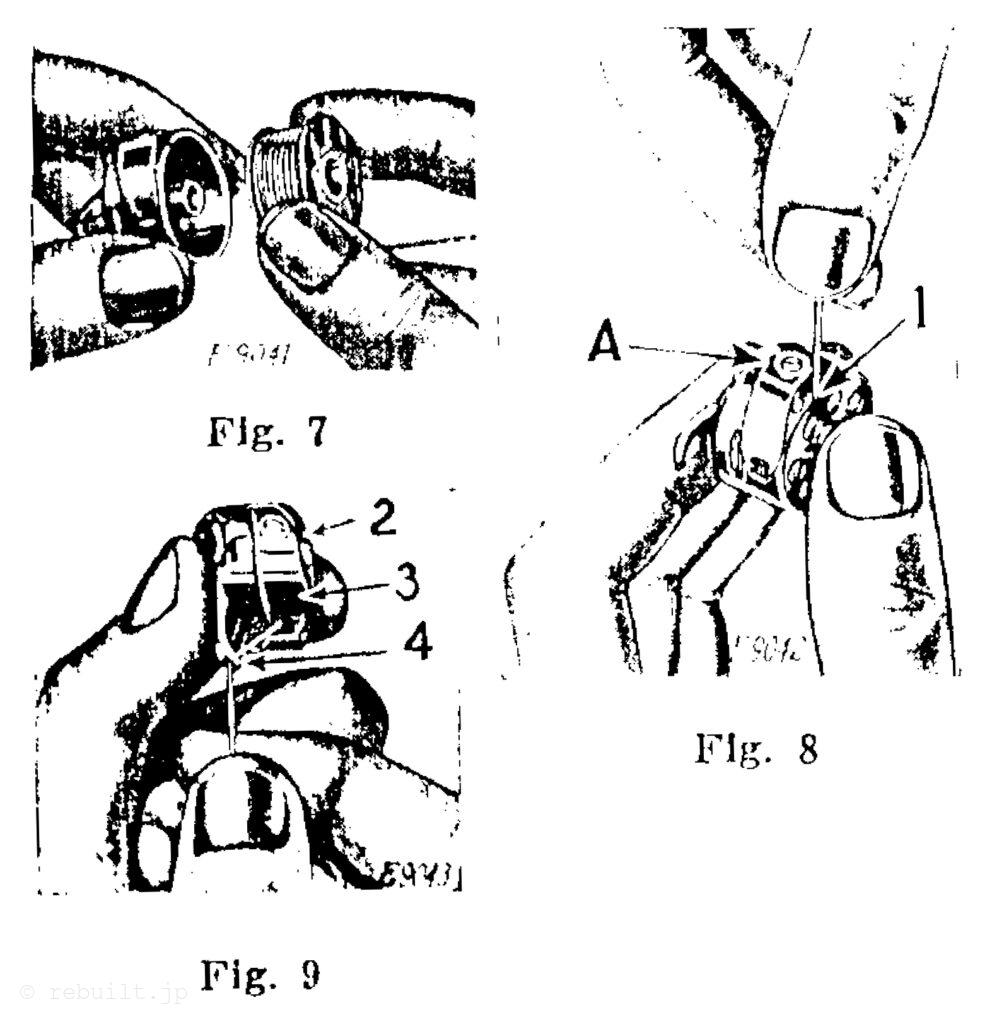
右手の親指と人差し指でボビンを持ち、糸が下から左から右に向かって出るようにします(図7参照)。左手で図7に示すようにボビンケースを持ち、縁にある溝が上になるようにして、ボビンをその中に入れます。 次に、糸をボビンケースの縁にある溝(図8の1)に通し、糸案内(図9の2)の下、テンションスプリング(図9の3)の下を通し、さらに位置決めピンの穴(図9の4)に通します(図9参照)。
注:71-47型ミシンで使用されているボビンケースの位置決めピンには、アイレット(図9の4)は付いていません。
ボビンケースの取り付け方
糸を通した後、左手の親指と人差し指でラッチ(図10のB)を持ってボビンケースを持ちます。 ボビンケースをシャトル本体の中央スタッド(図10のA)に置き、位置決めピンがシャトルレース上部の切り欠きと向かい合うようにします。ラッチを放し、ラッチがスタッドの端近くにある溝にカチッと音がするまでボビンケースを押し込みます。
針の取り付け方
針棒下端の固定ネジを緩め、針の長い溝が手前を向くように、また針穴がミシンのアームと一直線になるように、針を針棒にできるだけ奥まで差し込み、ネジを締めます。
糸調子の調整
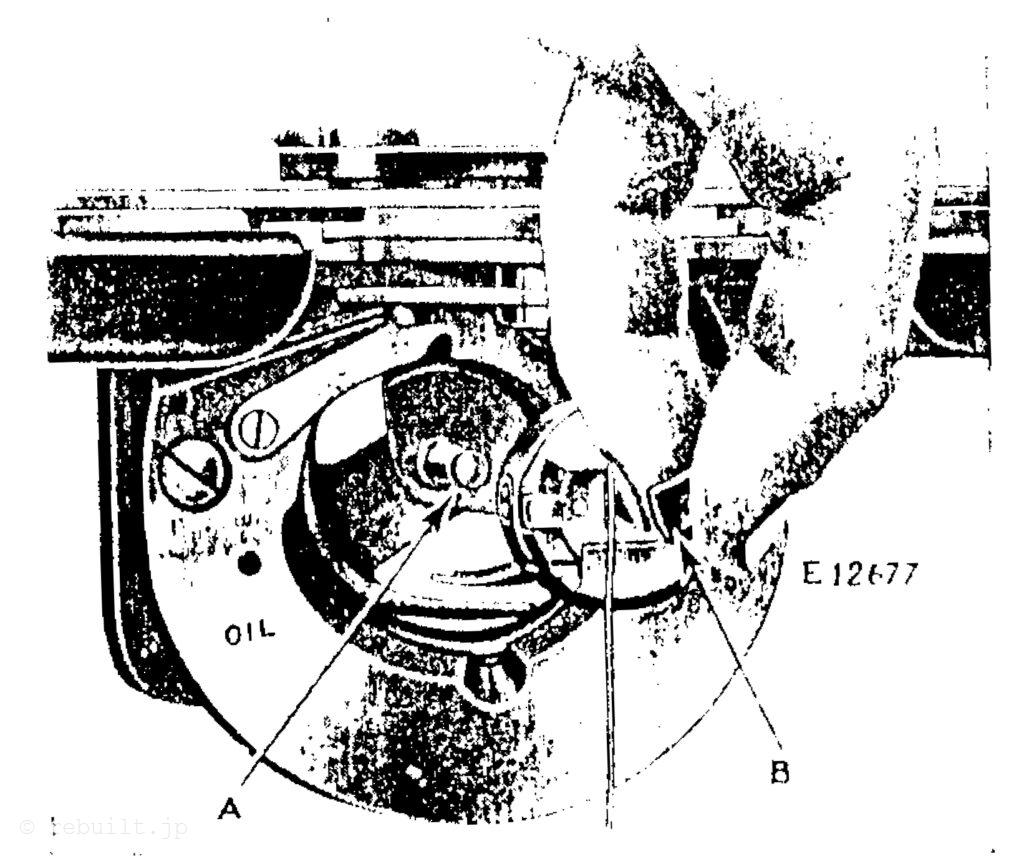
上糸の張力は、つまみナット(A、図14)で調整します。張力を強くするには、つまみナット(A)を下に回します。張力を弱くするには、つまみナット(A)を上に回します。上糸の張力は、かがり縫いをボタンホールの上面に均一に引き込むのに十分な強さである必要があり、つまみナット(A、図14)のみで調整してください。
ミシン側面の張力(D、図14)は、かがり縫いバーを作成するための下糸の張力と同じに設定されており、上糸調子を使用するミシンでは変更しないでください。
かがり縫いを行うミシンでは、ミシン側面の張力(D、図14)を調整して、縫い目を生地の端に引き込むようにしてください。
下糸の張力は、ボビンケースの張力スプリングにあるネジ(A、図8)で調整します。張力を強くするには、ネジを下に回します。張力を弱くするには、ネジを上に回します。
かがり縫いボタンホールの場合は、下糸の張力は弱めにしてください。
アーム上部に糸調子器があるミシンへの糸通し方
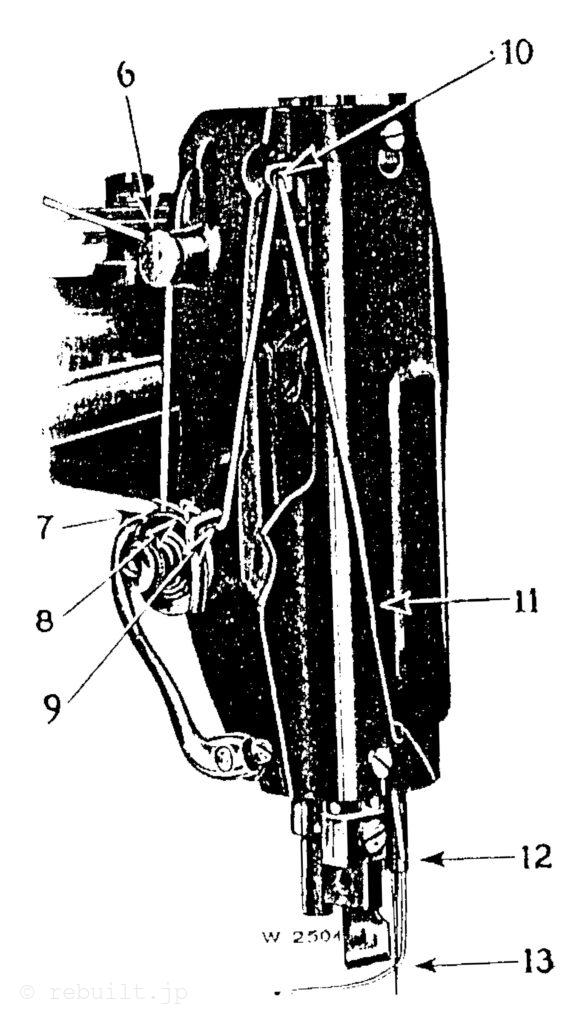
糸巻きから糸を引き出し、ミシン上部の垂直ロッドにある下側の穴(1、図11)に通し、糸案内ガイド(2、図11)を通って、糸通し穴(3、図11)を通し、糸調子皿(4、図11)の間を後ろ側から回し、糸通し穴(5、図11)を通し、糸案内ガイド(6、図12)に通し、糸調子皿(7、図12)の間を下から後ろから前に通し、糸引き上げバネ(8、図12)に通し、糸調子ガイド(9、図12)の下を通し、糸引き上げレバーの先端にある穴(10、図12)を後ろから前に通し、面板の溝(11、図12)に通し、針棒の下端にある穴(12、図12)に通し、針穴(13、図12)を前から後ろに通します。縫い始めるために、針穴から約2インチ(約5cm)の糸を引き出します。
アーム上部に糸調子器がないミシンへの糸通し方
糸巻きから糸を引き出し、ミシン上部の垂直ロッドにある下側の穴(1、図11)に通し、アーム側面にある糸案内ガイド(6、図12)に通し、その後は図12に関する上記の手順に従ってください。
生地をクランプの下にセットしてミシンを始動する方法
左側のフットペダルを踏み込んでクランプを上げ、ボタンホールの端が手前側になるように生地をクランプの下に置き、クランプを下ろしてから右側のフットペダルを踏み込んでミシンを始動します。
ボタンホール縫製中にミシンを停止する方法
縫製中にボビンが空になったり、針糸が切れたりした場合は、ミシン台の左端下にあるレバー(G、図14)を内側に押すと、ミシンをすぐに停止できます。ボタンホールがほぼ完成している状態でこの操作を行ってはいけません。ナイフがスロットではなく針板に当たってしまう可能性があるからです。
この場合は、ミシンの左側にあるレバー(C、図14)を手前に引いてナイフの動作を停止させ、ミシンが自動的に停止するまで運転させてください。次に、手動ラチェット(E、図14)を使ってクランプを動かし、縫製が停止した位置で生地が針の真下にくるように調整します。その後、ミシンを再始動させてボタンホールを完成させてください。
ボタンホールの長さを調整する方法
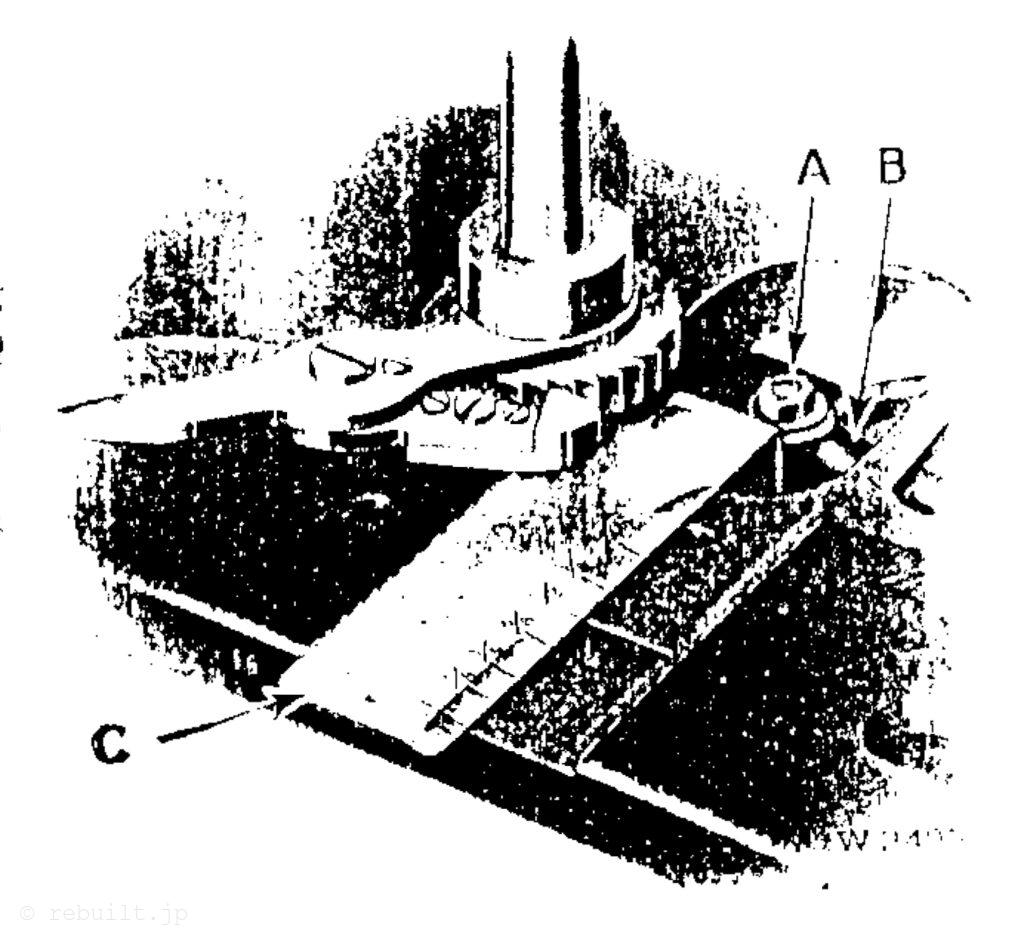
A. レバーBを固定するナット。
B. ボタンホールの長さを調整するレバー。
C. ボタンホールの長さを設定するゲージ。
ミシン本体のベッド部分には、スライド(F、図14)で覆われた開口部があります。このスライドを左に引き、ミシンから取り外します。ボタンホールの長さを示す目盛りが付いたゲージ(C、図13)はミシンに付属しています。ナット(A、図13)を緩め、図13に示すようにゲージをスライドウェイにセットします。次に、調整レバー(B、図13)をゲージの下向きに突き出た部分に当て、希望するボタンホールの長さに対応するゲージの目盛りがスライドウェイの線と合うように調整し、ナット(A)を締めます。
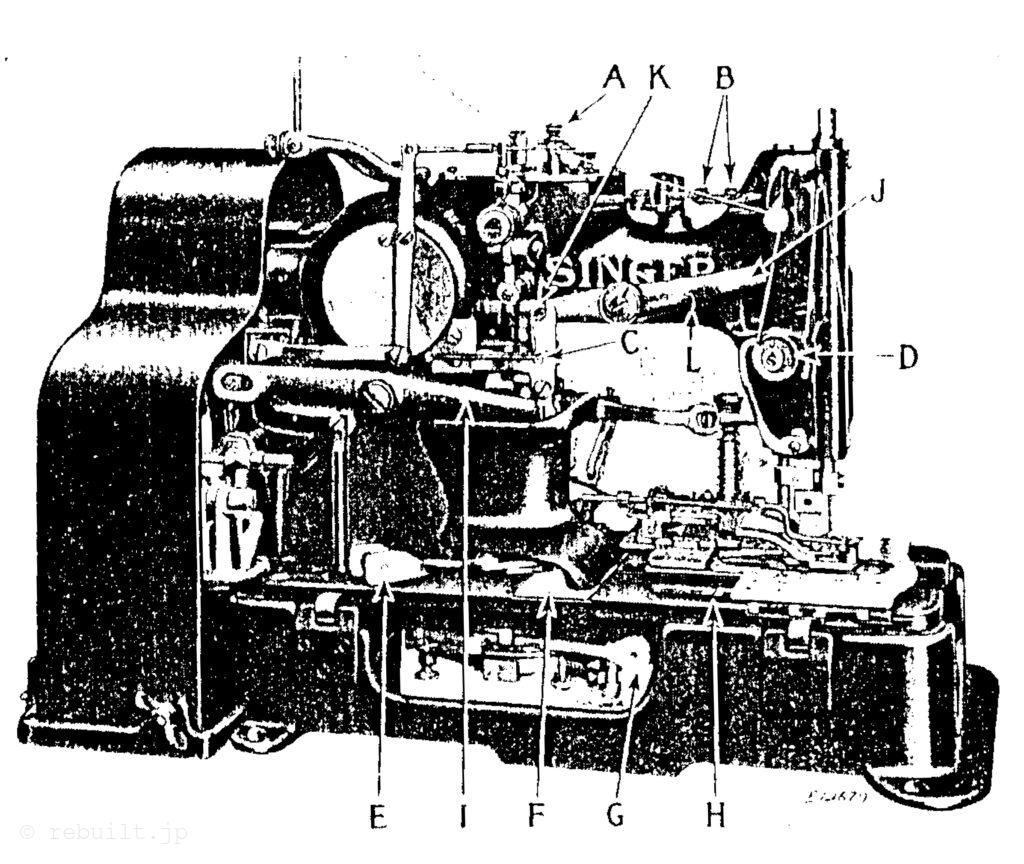
A. 針糸の張力を調整するつまみナット。
B. 針棒とナイフの位置を合わせるネジ。
C. ナイフを動作から外すレバー。
D. 針糸張力調整ディスク。
E. クランプを動かす手動ラチェットレバー。
F. ボタンホールの長さを調整するレバーを覆うスライド。
G. ミシンを停止させるレバー。
H. 切断幅を調整するネジ。
I. ナイフレバー。
J. ナイフバー駆動レバー。
K. ナイフバークランプ。
L. ナイフバー駆動レバースプリング。
ステッチ間隔を調整する方法
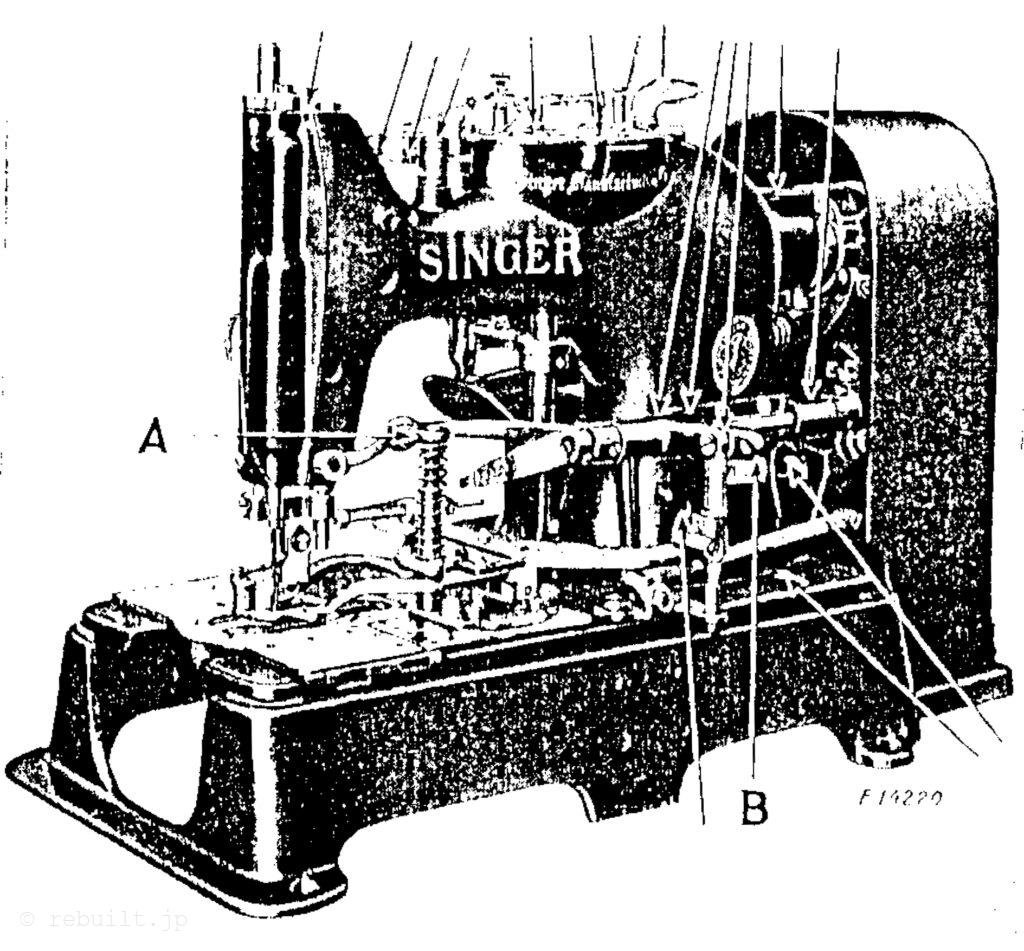
ステッチ間隔は、ミシン本体のベッド下にあるスロット付きレバーに駆動レバーピットマンの端を固定しているつまみナット(B、図18)で調整します。ステッチ間隔を広げるには、つまみナット(B)を緩めて左に動かします。ステッチ間隔を狭めるには、つまみナットを右に動かします。希望するステッチ間隔になったら、つまみナットを締めます。
縫い目の幅を調整する
縫い目の幅は、機械上部の溝付きリンクにある可動スタッドを固定している蝶ネジ(図15のB)で調整します。縫い目の幅を広げるには、蝶ネジ(B)を緩めてスタッドを溝の中で左に動かします。縫い目の幅を狭めるには、スタッドを溝の中で右に動かします。希望の縫い目幅になったら、蝶ネジをしっかりと締めてください。
切断間隔の調整
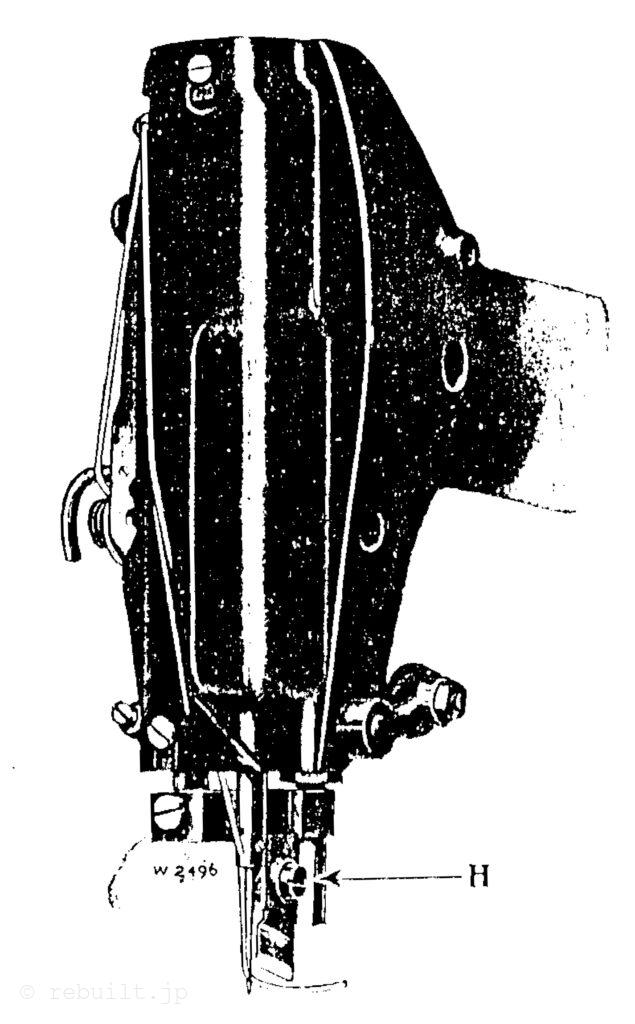
縫い目の間の切断間隔は、ミシン台の溝にあるネジ(図1のH)で調整します。切断間隔を広くするには、このネジを緩めて溝の中で後ろに動かします。切断間隔を狭くするには、ネジを溝の中で手前に動かしてから締め付けます。
薄地または厚地のいずれの素材でボタンホールを作る場合でも、縫い目は常にナイフの中央に位置するように調整する必要があります。切断間隔の有無にかかわらず、ナイフの中央に縫い目が来るように調整してください。針を正しく位置合わせするには、針板のナイフスリットの調整と針棒の位置合わせに関する以下の手順に従ってください。
針板のナイフスリットの調整
ナイフが下降してボタンホールを切断する際、ナイフは針板のスリットの中央に正確に位置する必要があります。ナイフがスリットの中央に位置しない場合は、ミシン台の下にあるつまみネジ(図18のA)を緩め、ナイフがスリットの中央に来るまで針板を動かしてから、つまみネジを締め付けます。
針棒とナイフの位置合わせ
針棒フレームのピットマンは、2本のネジ(図14のB)で調整できます。これらのネジを緩め、ミシンがボタンホールの最初の側面を縫い上げているときに、右側の針先とナイフが正確に一直線になるか、ナイフの左側に切断間隔の半分だけずれるように針棒フレームを動かします。
ナイフがボタンホールの左側に近すぎる場合は、針棒フレームのピットマンを調整して、針を少し左に移動させるようにします。ナイフがボタンホールの右側に近すぎる場合は、針棒フレームのピットマンを調整して、針を少し右に移動させるようにします。
止め縫い数の調整
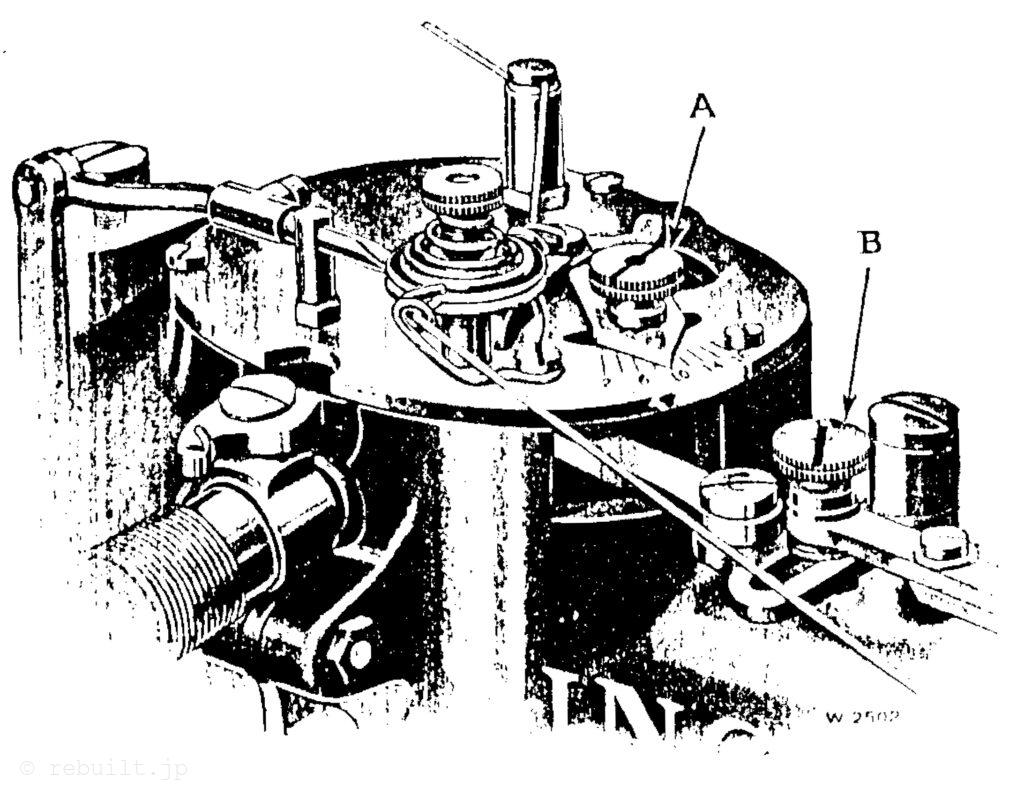
ミシン上部のプレートには、ミシンが作成できる止め縫い数の範囲に対応する数字が記されています。このプレート上のポインターは、ミシンが現在設定されている止め縫い数を示しています。止め縫いの数を変更するには、つまみネジ(A、図15)を緩め、ポインターを希望する止め縫いの数に対応する位置まで動かしてから、つまみネジを締め直してください。
メスの取り付け方
ナイフホルダーにある固定ネジ(H、図22)を外し、古いメスを取り外します。新しいメスをホルダーに入れ、できるだけ奥まで押し込み、固定ネジでしっかりと固定します。メスが完全に切断しない場合は、メスの位置を下げてください。メスの先端は針板の上端から約1インチ(約2.5cm)下がるように調整しますが、シャトルに当たらないように注意してください。きれいなボタンホールを作るには、メスを常に鋭利に保つ必要があります(「メス研磨機の使用方法」を参照してください)。
機械への注油
機械をスムーズに作動させ、可動接触部分の不必要な摩耗を防ぐため、機械には定期的に注油する必要があります。「シンガーミシン会社」が販売している「タイプB」または「タイプD」のオイルを使用してください。これらのオイルの説明は、表紙の内側をご覧ください。オイルは、図16、17、18の矢印で示された箇所に塗布してください。
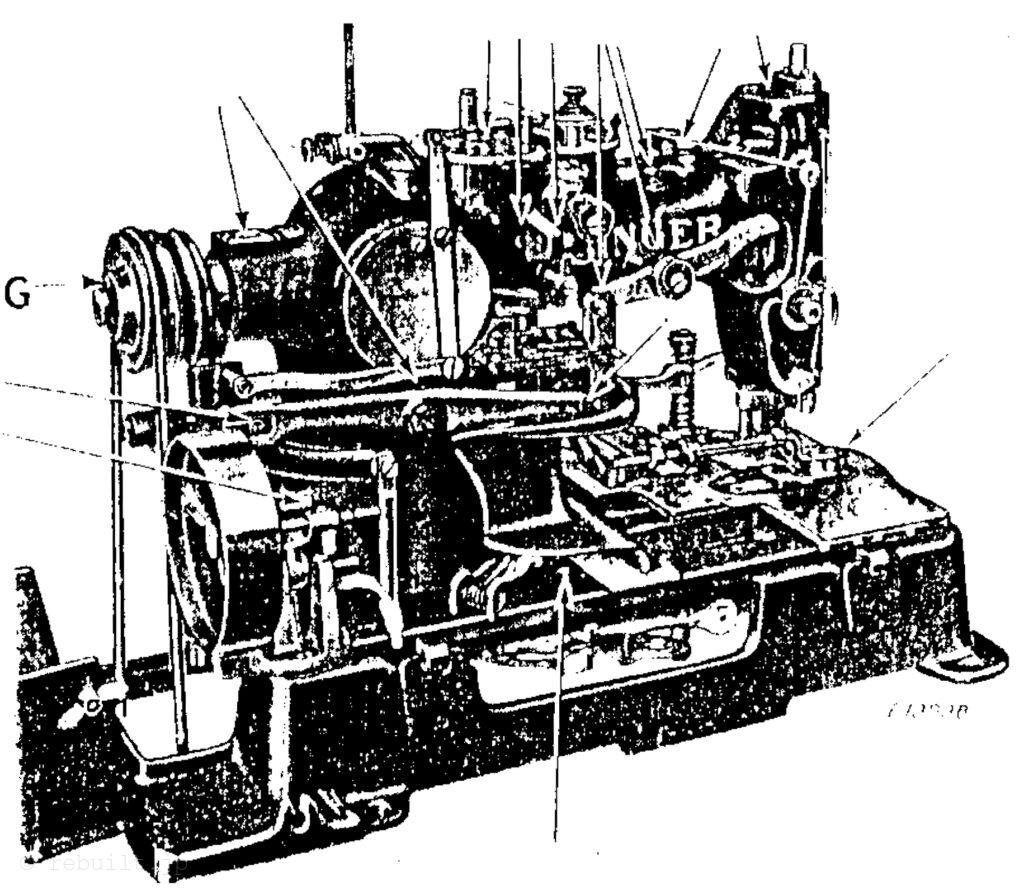
ベッドの下にある部品にアクセスするには、ヒンジ付きスプラッシュガードの下部と背面にある蝶ナットを緩め、ガードを後ろに倒し、機械のプーリーからベルトを外し、機械をヒンジで後ろに倒します。注油箇所は図18に示されています。シャトルベアリングには1日2回注油してください(図20参照)。ネジ(G、図17)を取り外し、ネジ穴を通してプーリーのボールベアリングに少量のボールベアリング潤滑剤を塗布し、その後ネジ(G)を元に戻します。「シンガーミシン会社」が販売している「ボールベアリング潤滑剤」を使用してください。
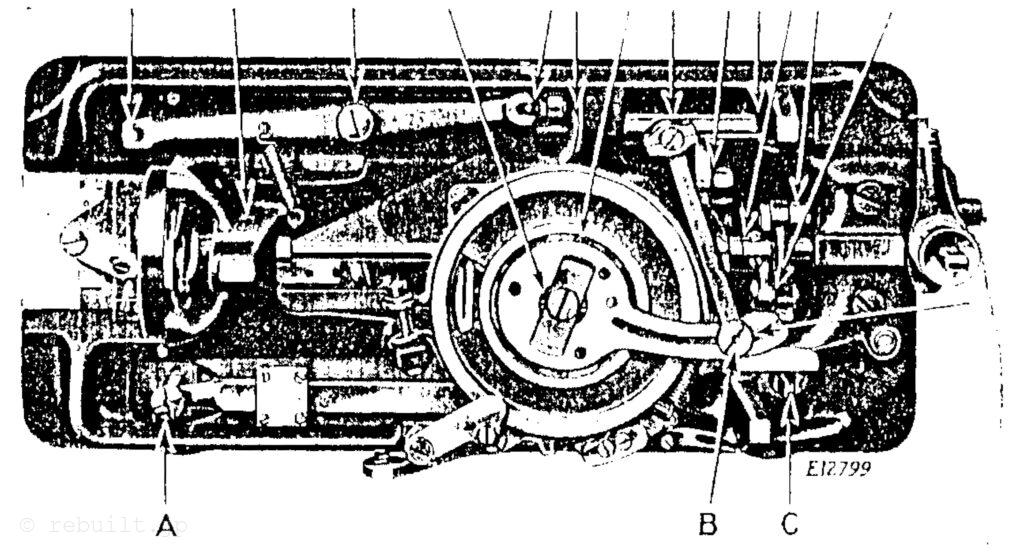
A. 針板の切り込みをナイフの下に合わせるためのつまみネジ。
B. ステッチ間の距離を調整するつまみナット。
C. 機械を始動するレバー。
調整担当者および機械工向けの手順
針棒を正しい高さに設定する
機械の駆動プーリーを回して、針棒が最も低い位置まで下がるようにします。針棒がこの位置にあるとき、針棒の下端は図19に示すように、針板の上面から約15/32インチ(11.91mm)上にある必要があります。針棒が正しい高さに設定されていない場合は、針棒を接続スタッド(M、図19)に固定しているネジを緩めてください。 (このネジは、針棒が最も低い位置にあるときに、アームに設けられた専用の穴からドライバーを差し込むことでアクセスできます。)ネジを緩めた後、針棒を連結スタッド内で上下に動かし、上記の手順に従って正しい高さに調整してから、針棒連結スタッドのネジをしっかりと締めてください。
シャトルのタイミング調整
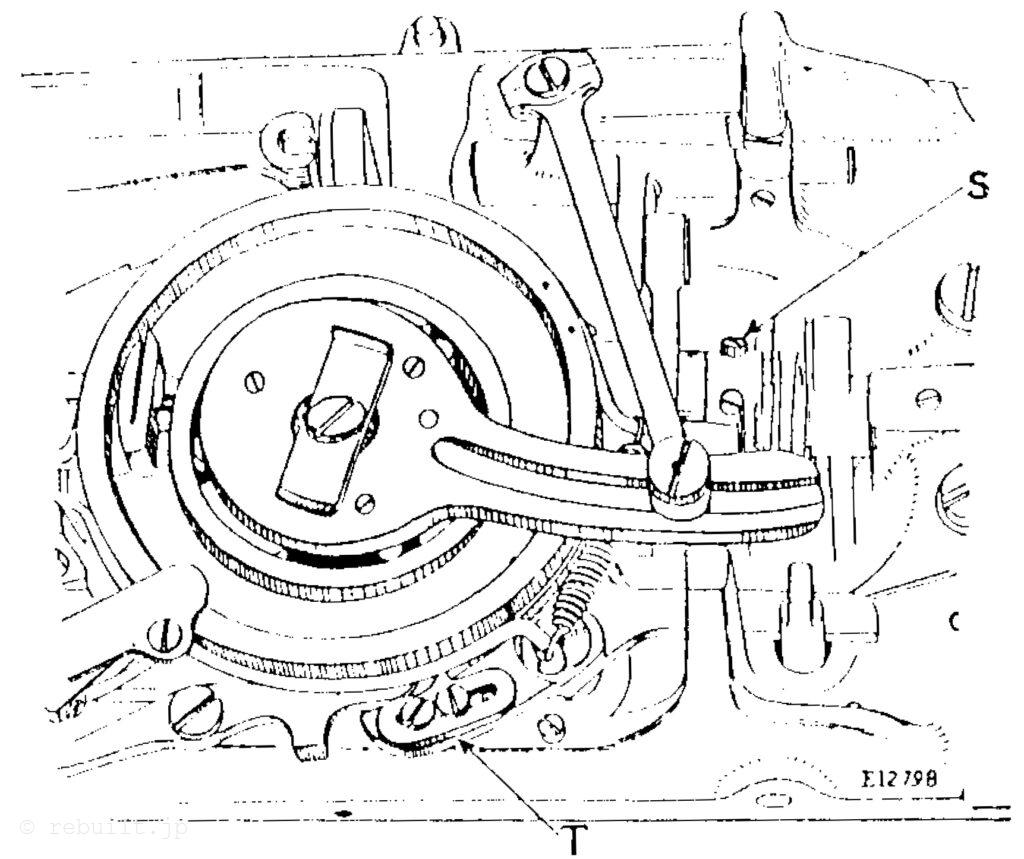
ミシンの駆動プーリーを回し、左側の針棒が最下点まで下がり、そこから約1/10インチ(2.54mm)上昇した位置になるまで動かします。針棒がこの位置にあるとき、シャトルの先端は針の中央に位置し、針穴はシャトルの先端から約1/16 (1.5875mm)インチ下にある必要があります(図20のR参照)。シャトルの正しいタイミング調整は、シャトルクランクの上側のネジ(図21のS)をシャトルシャフトの平らな部分にしっかりと締め付け、次に他のネジを締めることで行います。
糸押さえの調整
糸押さえ(図29のXX)は、糸に非常に軽い張力がかかるように調整する必要があります。張力は、糸引き上げバネを前方に保持するのに十分な強さである必要があります。糸押さえを調整するには、側面にあるネジを緩め、必要に応じて糸押さえを上下に動かし、その後、固定ネジをしっかりと締めます。
糸引き上げバネの調整
糸引き上げバネ(図19のO)の張力は、針穴が下降中に生地に到達するまで、針糸のたるみを解消するのに十分な強さである必要があります。糸引き上げバネの張力は、張力調整ネジ(図19のN)を右に回すと張力が増加し、左に回すと張力が減少するように調整します。
ナイフバーの調整方法
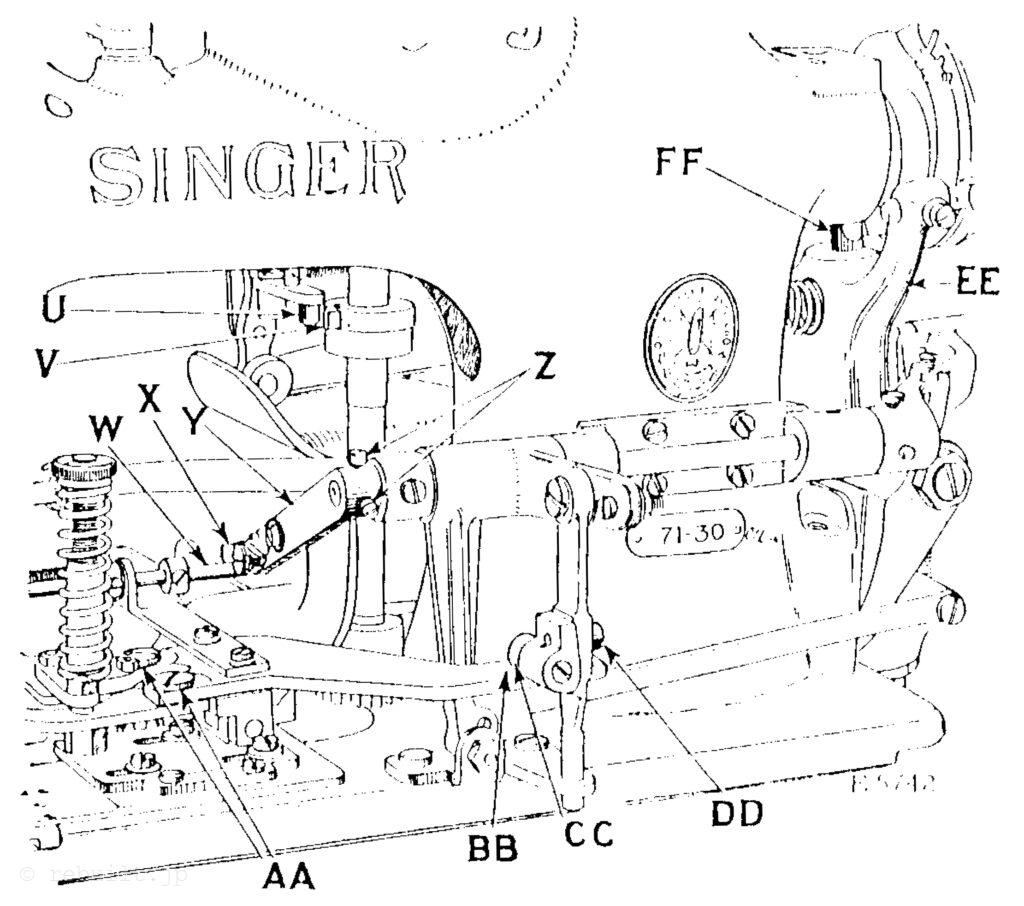
スタートレバー(EE、図23)をストップカムから外れるまで前方に引き出し、ナイフレバー(1、図14)を押し下げて、ナイフバー駆動レバー(J、図14)の後端にあるスタッドが、連結リンクのスロット上端に当たるように保持します(図14のK参照)。ナイフバークランプ(L、図19)のネジを緩め、ナイフバーの上部とナイフバーストップ上部の内側との間に約1/64インチの隙間ができるようにナイフバーを調整し、ナイフバークランプのネジをしっかりと締めます。
ナイフバー駆動レバースプリング(L、図14)の張力は、ナイフバーを上昇位置に保持するのに十分な強さである必要があります。このスプリングの張力が強すぎると、ナイフバーがナイフバーストップを破損するほどの力で動作する可能性があります。
ナイフのタイミング調整方法
ナイフトリップカラー(V、図23)23467は、ミシンが2回目のバー縫いを始める直前にキャッチ(U、図23)23464を作動させるようにタイミングを調整する必要があります。これにより、バー縫いが完了したときにナイフがボタンホールをカットします。ナイフトリップカラー(V)のタイミングが正しくない場合は、カラーを直立シャフトに固定している2本の止めネジを緩め、上記の手順に従ってカラーを必要な位置に回し、2本の止めネジをしっかりと締めます。
送り歯車トリップポイントのタイミング調整方法
送り歯車トリップポイント(T、図21)は、ナイフがボタンホールをカットするために下降する前に、クランプスライドが右方向への移動を完了するように設定する必要があります。クランプスライドが適切なタイミングで右方向への移動を完了しない場合は、トリップポイント(T)を固定している2本の止めネジを緩め、トリップポイントを前方に移動させてクランプスライドの右方向への移動を早く停止させるか、後方に移動させて遅く停止させます。送り歯車トリップポイントのタイミングが正しく調整されたら、2本の止めネジをしっかりと締めます。
上糸切り装置のタイミング調整
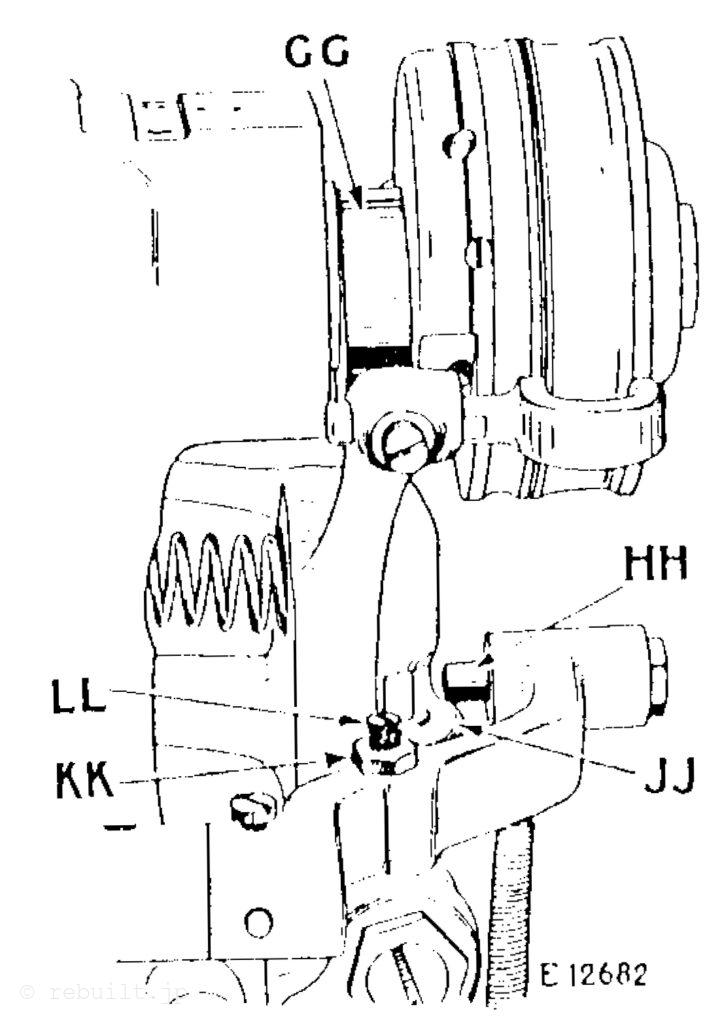
上糸切り装置は、ボタンホールが縫製された直後に糸を切断するようにタイミングを調整する必要があります。上糸切り装置のタイミングが正しくない場合は、ストップカムインターロックロッドがストップカムの最高点(GG、図24)に乗るまで、ミシンの駆動プーリーを回してください。この位置にあるとき、ロックピン(HIH、図24)40052は、図24に示すように、ストップカムインターロックロッドガイド(JJ、図24)23514から1/8インチ上にある必要があります。そうでない場合は、テンションリリーバーレバーのロックナット(KK、図24)を緩め、必要に応じて調整ネジ(LL、図24)を締めたり緩めたりしてから、ロックナット(KK)をしっかりと締めてください。
ミシンが作動しているとき、上糸切りレバーシャフトクランク(Y、図23)39612は、ラッチ(X、図23)40057が糸切りコネクティングロッド(W、図23)39610にわずかな遊び(約1/8インチ)をもって接するように設定する必要があります。ラッチ(X)の適切な横方向の遊びは、カッティングレバークランクにある2本の止めネジ(Z、図23)を緩め、必要に応じてクランクを上下に動かすことで調整できます。クランク(Y、図23)をシャフト上で前後方向に動かさないように注意してください(29ページの調整を参照)。調整後、2本の止めネジ(Z)をしっかりと締めてください。
上糸切り装置の取り外しと取り付け
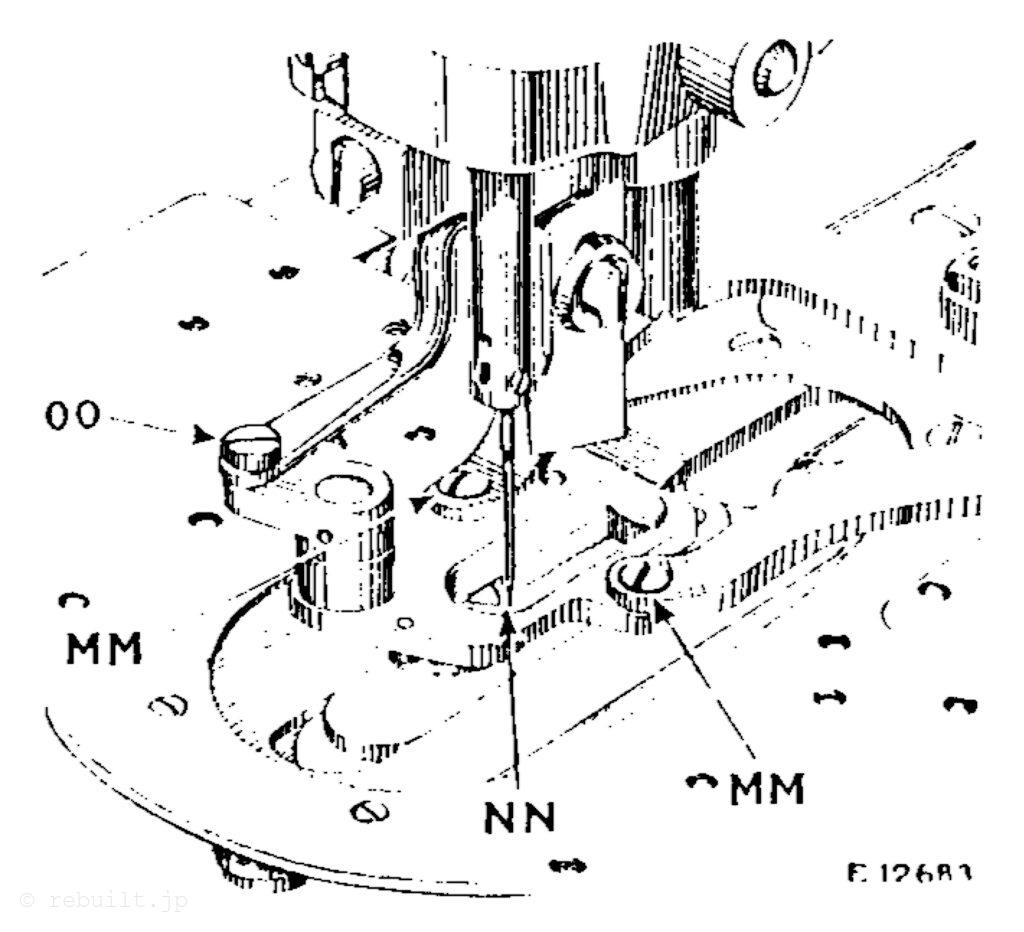
接続ロッドからネジ(OO、図25)を取り外し、2本のクランプアームネジ(MM、図25)を取り外してから、クランプチェックを機械から取り外します。クランプチェックの下面にある、クランプブレードとトリミングブレードを固定しているネジ(RR、図26)を取り外し、ブレードを取り外します。
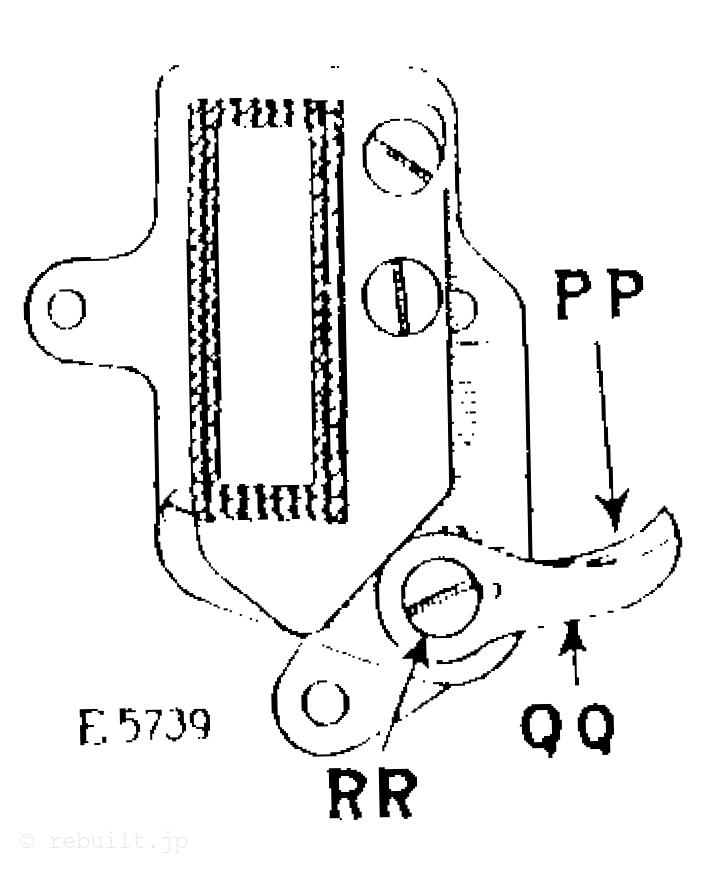
ブレードを交換する際は、まずクランプブレード(PP、図26)をクランプチェックの横に配置し、次にトリミングブレード(QQ、図26)を取り付け、ネジ(RR)で両方のブレードをしっかりと固定します。このとき、図26に示すように、クランプブレードがトリミングブレードより約1インチ前方に位置するように注意してください。次に、3本のネジ(OOとMM、図25)を使用してクランプチェックを機械に固定します。
上糸トリマー
クランプチェックが機械に固定されている場合、トリミングブレードの後端はクランプチェックの開口部の前端と面一になっている必要があります。この位置にトリミングブレードを調整するには、2本のネジ(AA、図23)を緩め、必要に応じてクランプアームを前後に動かしてから、2本のネジ(AA)をしっかりと締めます。
クランプブレード
トリミングブレードを切断位置に移動させる際は、ボタンホールの仕上げ側の内側スローで針がNN(図25)に示すように1/2インチ離れている必要があります。このクリアランスは、2本の止めネジ(7、図23)を緩め、カッティングレバークランク(Y、図23)39612を前方に動かすとクリアランスが増え、後方に動かすとクリアランスが減ります。調整後、2本の止めネジ(Z)をしっかりと締めます。
下糸トリマーの取り外しと交換
機械をヒンジで裏返し、ベッドの下面にある下糸トリミングブレードを固定している2本のネジ(Q、図20)を取り外し、トリミングブレードを取り外します。新しいトリミングブレードを図20に示すように、刃先が下糸引き出し指と針板の間になるように配置し、2本のネジを取り付けます。トリミングブレードをできるだけ下まで下げてまっすぐに調整し、2本のネジ(Q)でしっかりと固定します。
ストップカムスプリングの取り外しと交換
タイトプーリー内に収められているストップカムスプリングが破損した場合は、以下の手順で取り外して新しいスプリングに交換できます。
破損したスプリングを取り外すには、ミシンが通常の停止位置にあることを確認してください。アームシャフト端の大きなネジを外し、ルーズプーリーを取り外します。スプリングカバーのテーパーヘッドネジを外し、カバーをタイトプーリーから取り外してから、破損したスプリングを取り外します。
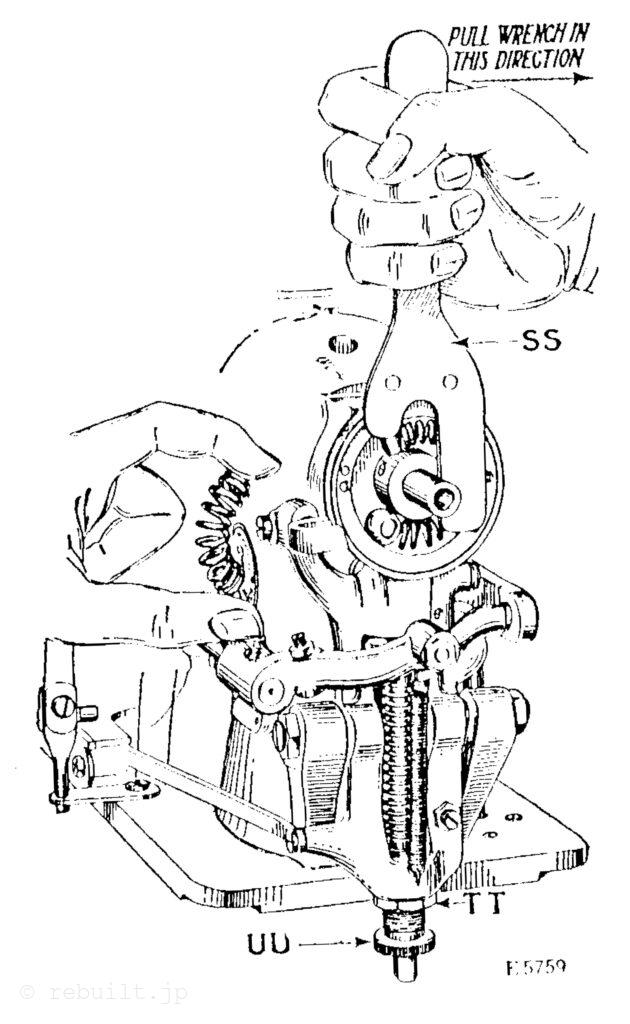
新しいスプリングを取り付けるには、まず長い方のスプリングをタイトプーリーに挿入します。短い方のスプリングの取り付けを容易にするために、専用レンチ39978(SS、図27)の使用をお勧めします。このレンチは、ご注文に応じて別途料金でご提供いたします。図27に示すように、レンチのスタッドがプーリーの穴に入るように、レンチをタイトプーリーに取り付けます。次に、レンチでプーリーをできるだけ後ろに引くと、長い方のスプリングが圧縮されるので、短い方のスプリングをプーリーに簡単に取り付けることができます。その後、レンチを取り外します。
スプリングを交換したら、シンガー高速潤滑油でグリースを塗布してください。これにより、スプリングの寿命が延びます。次に、位置決めピンを穴に合わせてスプリングカバーを取り付け、テーパーヘッドネジでしっかりと固定します。ルーズプーリーを取り付け、シャフト端の大きなネジをしっかりと締めます。
ストップモーションインターロッキングロッドの張力調整
ストップモーションインターロッキングロッド(FF、図23)の張力は、このロッドがストップカムの切り欠きから飛び出さないようにするのに十分な強さで、かつミシンを停止させる際にアームシャフトの動きを遅くするのに十分な強さである必要があります。これにより、ストップカムスプリングの破損を最小限に抑えることができます。厚手の生地にボタンホールを作る場合は、インターロッキングロッドの張力を弱める必要がある場合があります。そのためには、ロックナット(TT、図27)を緩め、ネジ(UU、図27)を回して希望の張力になるまで調整し、その後ロックナットをしっかりと締めてください。
薄手の生地にボタンホールを作る場合は、ネジ(UU)を回して希望の張力になるまで調整することで、インターロッキングロッド(FF)の張力を強くする必要がある場合があります。
クランプ昇降アーム接続部の調整
クランプ昇降アーム接続ローラー(CC、図23)は、クランプチェックが針板に接しているときに、クランプアーム(BB、図23)にわずかに接触しないように調整する必要があります。ローラーは、クランプ昇降アーム接続部の背面にある調整ネジ(DD、図23)を緩めることで、必要に応じて上下に調整できます。ローラーが適切な高さに設定されたら、調整ネジ(DD)をしっかりと締めてください。クランプが生地に接しているときに、糸引き出しフィンガー40039(図20)が下降する針と一直線にならないように、ローラーを高く調整しすぎないように注意してください。
バーリングカムの設定
バーリングカム(WW、図28)を設定する必要がある場合は、カム側面のマークが直立シャフトのマークと一直線になるようにすることで、カムの正しい位置を確認できます。
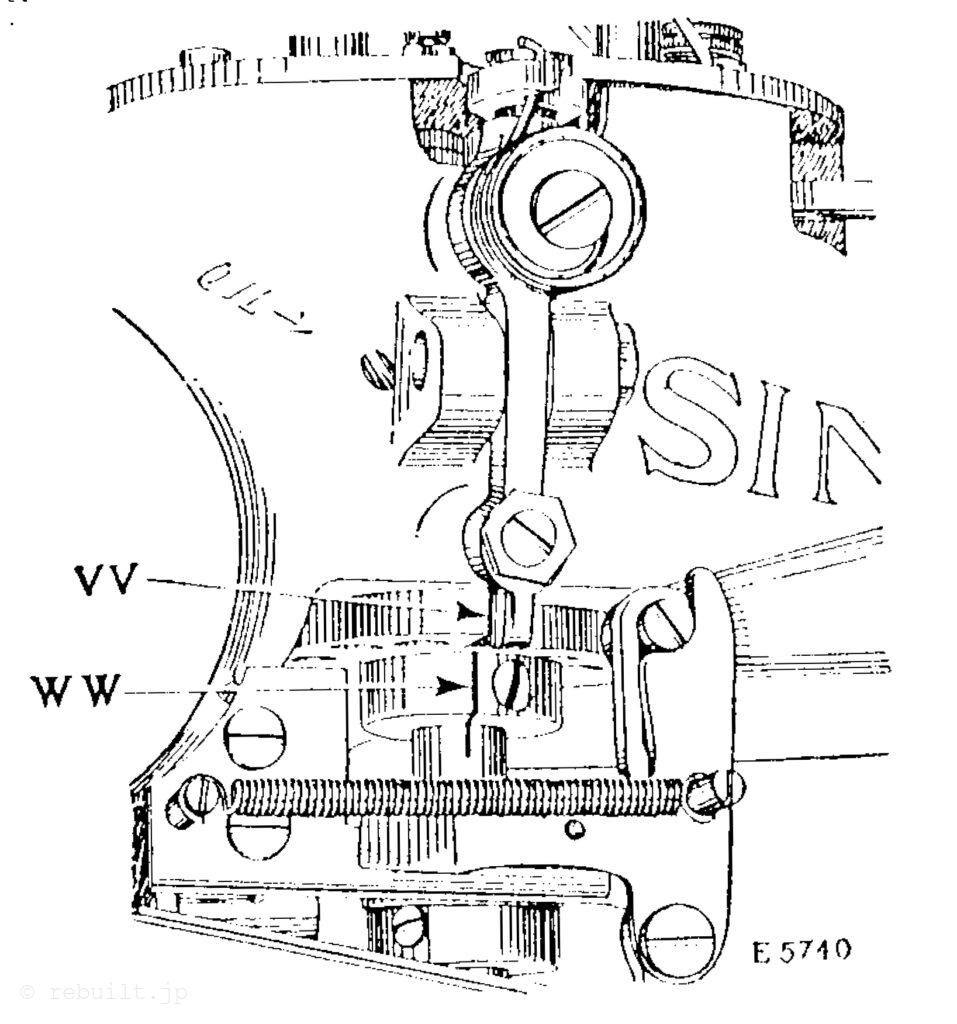
バーリングトリッピング機構のタイミング調整
バーリングステッチの数は、オペレーターの意思で2~18ステッチまで変更できます。
バーリングトリッピング機構を調整およびタイミング調整するには、バーリングステッチインジケーター(C3、図29)を図29に示すように数字の6に設定し、始動レバー(EE、図23)を前方に引き、ミシン駆動プーリーを手で左に回して、針棒フレームレギュレーター(B3、図29)が前進ストロークの終端に達するまで回します。次に、ハンドラチェット(E、図14)を使用してミシンをラチェット操作し、バーリングレバー(VV、図28)がバーリングカム(WW、図28)に落ち込むまで回します。
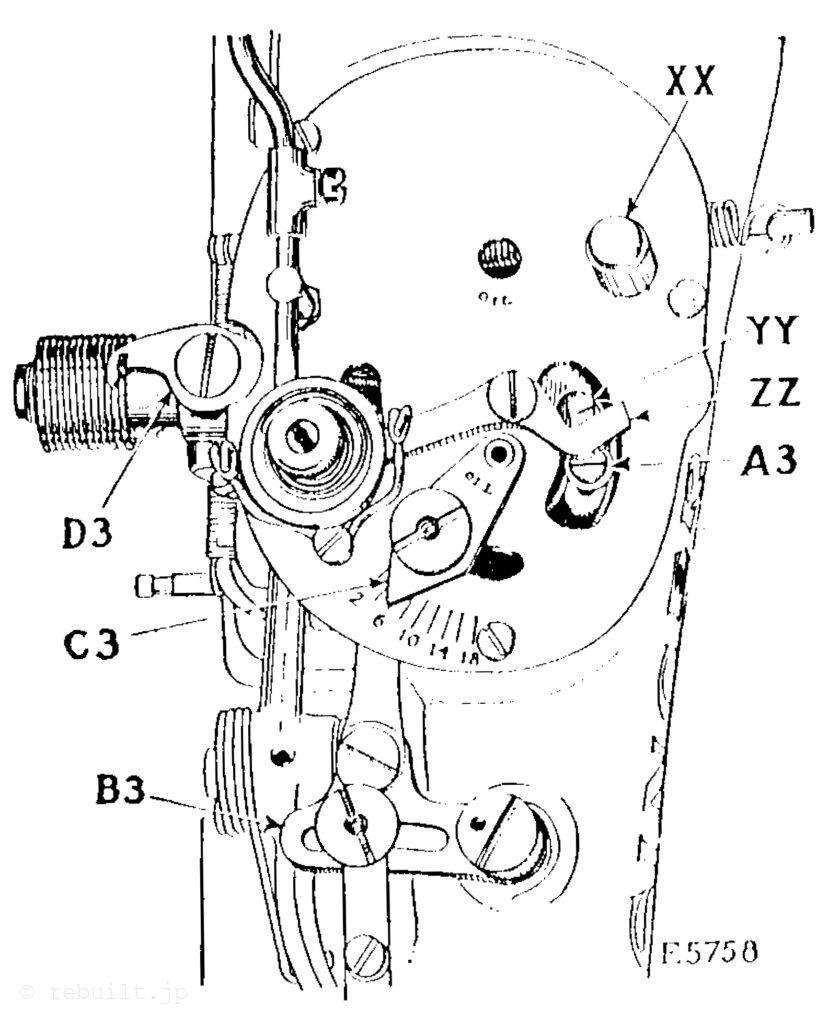
この位置から、駆動プーリーを左に回すと、ミシンは5つのバーリングステッチを行います。5番目のバーリングステッチを行った後、針棒フレームレギュレーター(B3、図29)が前進ストローク全体の約3分の2まで前進するまで、駆動プーリーをゆっくりと回し続けます。この位置にあるとき、ロッキングラチェットホイールのトリップポイント(YY、図29)23367は、ロッキングトリップレバー(ZZ、図29)23370に接触し、このレバーを前方に押し出すことで、ロッキングレバーキャッチ(D3、図29)23564を解除し、ロッキング機構を解除します。その後、ニードルバーフレームレギュレーター(B3)は、残りの3分の1の前方移動を完了します。
トリップポイント(YY)が上記の手順どおりにロッキングトリップレバー(ZZ)を適切なタイミングで解除しない場合は、ネジ(A3、図29)を緩め、必要に応じてトリップポイント(YY)を前後に移動させ、その後、ネジ(A3)をしっかりと締めてください。
送り偏心カムのタイミング調整
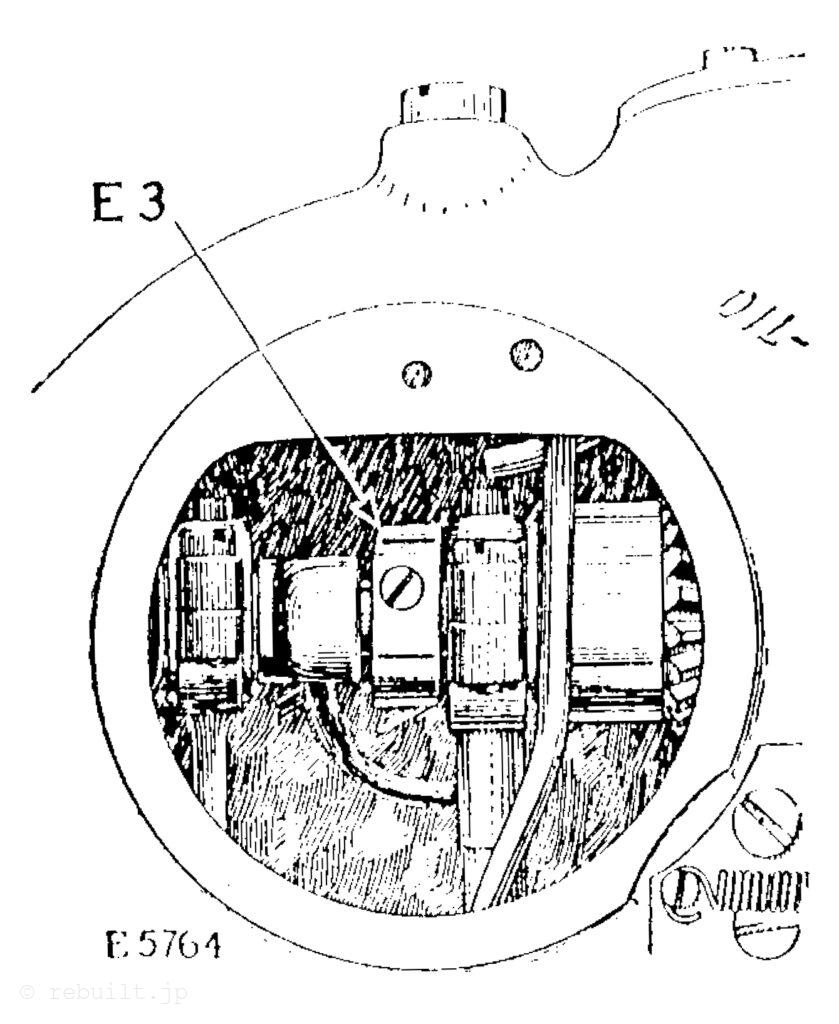
送り偏心カム(E3、図30)は、ニードルバーの上昇ストローク時に、針先が針板から1/8インチ上にあるときにワーククランプが送り動作を開始するようにタイミングを調整する必要があります。クランプの送り動作が早すぎる場合は、送り偏心カム(E3)のネジを緩め、カムを下向きに回してください。クランプの送り動作が遅すぎる場合は、カムを上向きに回してください。送り偏心カムのタイミングが正しく調整されたら、固定ネジをしっかりと締めてください。
送りクラッチの組み立て
送りクラッチを分解する必要がある場合は、まず各ローラー、スプリング、およびスプリングガイドピンを個別に外し、その後、クラッチローラーキャリアをクラッチディスクから取り外してください。
組み立てるには、クラッチローラースプリング255096とスプリングガイドピン255097をクラッチローラーキャリア249549に挿入します(これらのスプリングとピンに少量のグリースを塗布すると、所定の位置に保持しやすくなります)。ローラーキャリアを送りホイールのハブに取り付けます。
注意:ローラーキャリア249549は、図に示す位置に取り付ける必要があります。そうしないと、クラッチが正しい方向に送りをしません。
小型ドライバーを使用して、ガイドピンを押し戻し、ローラー201897を所定の位置に差し込みます。ローラーキャリアのスロットに給油フェルト249550を挿入し、油を十分に染み込ませます。送り車駆動レバー249551を3本のネジ1854でローラーキャリアに取り付け、フェルトワッシャー249558を挿入し、駆動レバープレート249557をネジ52cで送り車シャフトに取り付けます。このネジはできるだけしっかりと締めてください。
ナイフ研磨機701w51の使用方法
研磨機は、ナイフから離れる方向に約2500回転/分の速度で回転するように設定してください。ナイフを図のようにホルダーに固定し、クランプネジ「D」をしっかりと締めます。研磨機上でナイフを正しい角度に設定するには、次のページのリストを参照して、タレット「E」上の文字「A」、「B」、または「C」のいずれかをポインター「F」に合わせ、ナイフの刃先が水平になるようにしてから、ネジ「G」を締めます。
研磨機を始動し、調整ネジ「II」を回してナイフの刃先を調整し、スライドブラケット「J」を左右に1回動かしながら、刃先が研磨砥石にわずかに触れる程度にします。通常は、ごく少量だけ研磨すれば十分です。一度に刃先を研磨しすぎると、ナイフの焼き戻しが過度になり、使用に適さないほど柔らかくなる可能性があります。
ナイフの片側を研磨したら、ナイフストッパー「L」をナイフの下端に当て、ネジ「K」をしっかりと締めます。ナイフを取り外し、研磨していない側を下にして再び取り付け、ネジ「D」を締め直します。次に、反転させたナイフの角度に合わせてタレット「E」の位置を変更する必要があります。タレットが「A」に設定されている場合は、もう一方の「A」に移動します。「B」の場合はもう一方の「B」に、「C」の場合はもう一方の「C」に移動します。タレットを正しい位置に移動させたら、ネジ「G」でしっかりと固定してください。ナイフがストッパーにしっかりと固定され、タレットが適切にセットされていることを確認し、両側に均等な角度で、刃先が中央になるように適切な面取りが行われるように注意してください。
ナイフを研磨した後は、オイルストーンで軽く研いでください。
研磨機に注油するには、カバー「M」を横にずらし、露出した2つの注油口にオイルを注入してください。
関係各位:
シンガー社工場またはシンガー社認定代理店以外で修理、改造、再調整、または何らかの変更が加えられた機械に、商標「SINGER」またはシンガー・マニュファクチャリング・カンパニーのその他の商標(すべて正式に登録された商標です)を不適切に表示または貼り付けることは禁止されています。