

℔ THE SINGER MANUFACTURING CO.より発刊されたものを当方が文字起こしたマニュアルの一部です。内容の記載に問題がある場合は問い合わせ先より連絡ください。
説明
246-3型ミシンは、差動送り機構、トリマー、1本の針と2本のルーパーを備え、3本糸オーバーエッジタイトニードルスレッドステッチ(連邦規格ステッチタイプ#504)を縫製します。モスリン、レーヨン、トリコット、シルク、薄手のデニム、フランネル、バルブリガン、薄手および中厚手のセーター素材など、使用する素材に応じて厚さ3/16インチまでの生地のトリミングと縫製を同時に行うように設計されています。このミシンは、針から1/16インチから1/4インチの範囲でトリミングできるように調整できます。
このミシンは、2本糸オーバーエッジステッチ(連邦規格ステッチタイプ#502)、2本糸かがり縫いステッチ(連邦規格ステッチタイプ#503)、または3本糸パールエッジステッチ(連邦規格ステッチタイプ#505)を縫製するように改造することも可能です。
差動送り機構により、生地をギャザー寄せたり、伸ばしたり、均一に送ったりすることができます。
246-5型ミシンは246-3型ミシンと似ていますが、中厚手および厚手のニット製品、スポーツジャケット、フルーツバッグ、ランドリーバッグなど、使用する素材に応じて厚さ1/4インチまでの生地のトリミングと縫製を同時に行うように設計されています。このミシンは、針から1/8インチから9/32インチの範囲でトリミングできるように調整できます。
速度
246-3型ミシンの推奨最高速度は毎分5500針です。可動接触部分が互いの摩擦によって滑らかになるまでは、最高速度よりも遅い速度で運転してください。長時間運転の場合は、毎分5000針の最高速度が推奨されます。246-5型ミシンの推奨最高速度は毎分5000針(長時間運転の場合は4500針)です。
ミシン運転中は、ミシンプーリーは常にオペレーターから見て反時計回りに回転するようにしてください。
ミシンの設置方法
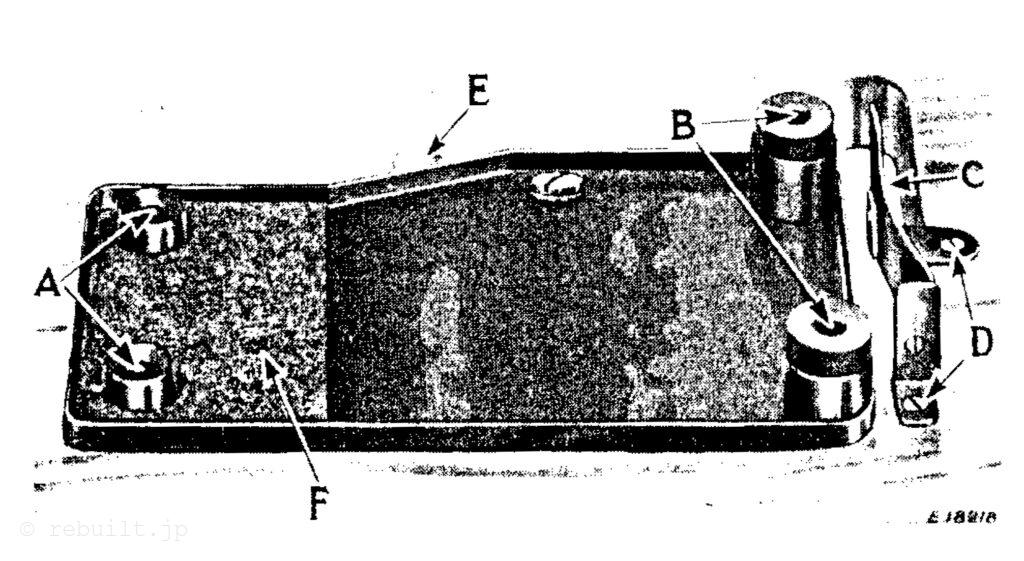
ミシンのベースをテーブルの上に置き、ミシンプーリーのベルト溝が駆動プーリーのベルト溝と一直線になるように位置を調整し、テーブルの上にミシンのベースの外形線を引いてください。また、図8、6ページに示すように、押さえ金レバーXの真下にある穴Eの位置を確認してください。
ミシンを台座から取り外します。ミシン台座とベルトガードをテンプレートとして使用し、A、B、Dに示すように、テーブルに6本の木ネジ用の穴を6箇所に印を付け、ドリルで穴を開けます。フットリフターから押さえ金レバーまでのチェーンを通すための穴Eを開けます。
台座をAの位置に2本のNo.6平頭1インチ木ネジ、Bの位置に2本のNo.8丸頭3/4インチ木ネジでテーブルに固定します。
次に、ベルトガードCをDの位置に2本のNo.7平頭3/4インチ木ネジでテーブルに固定します。フェルトクッションFが所定の位置にあることを確認した後、ミシンを台座のAとBにあるゴムクッションの上に置きます。
ミシンの注油
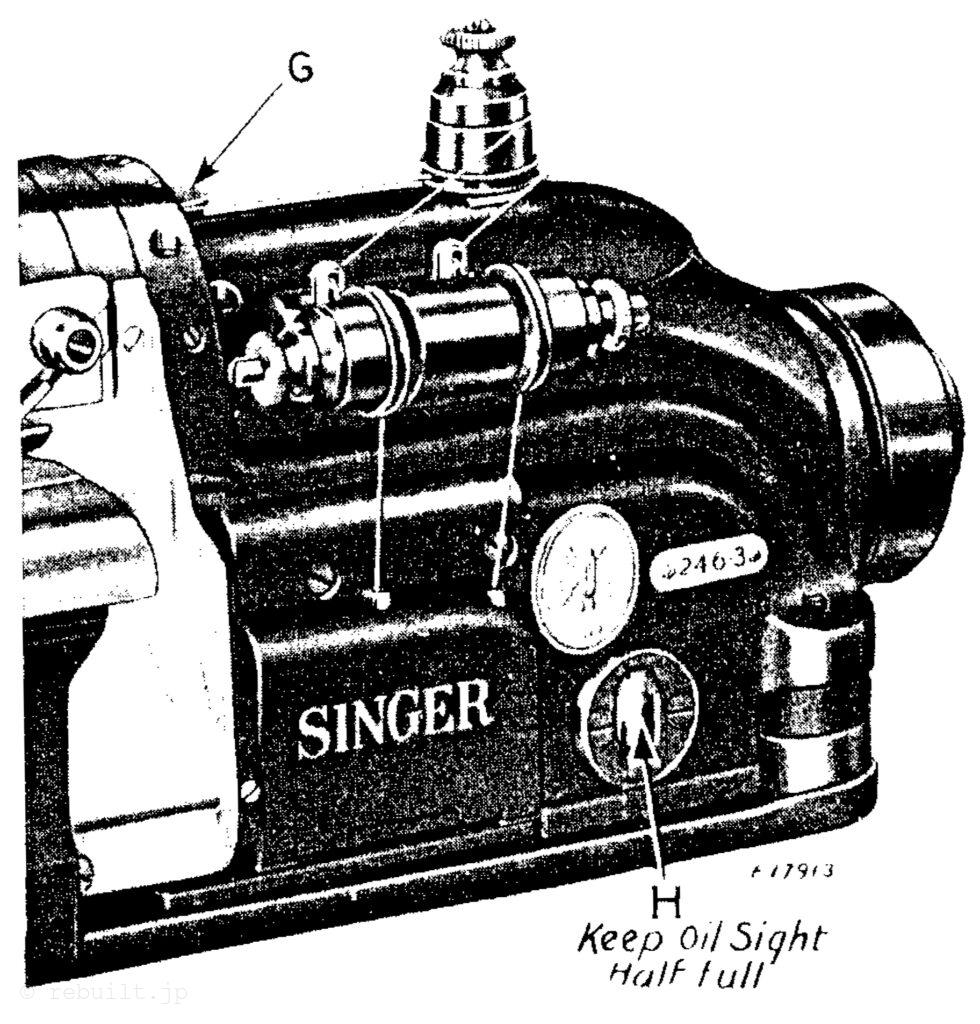
シンガーミシン会社が販売している「タイプA」オイルを使用してください。このオイルの説明については、表紙の内側をご覧ください。ミシンを取り付けた後、ミシンを始動する前に、ミシン上部のオイル注入口Gにこのオイルを注ぎ、オイルレベルゲージHが半分になるまでオイルタンクを満たしてください。その後、ミシンを始動する前に毎日オイルゲージHを確認し、オイルレベルをゲージの中央に維持してください。ミシンの断面図をご覧ください。
針と糸
このミシンに使用する針は、湾曲した刃のクラスおよび種類151×1で、サイズは9、11、14、16があります。ナイロン素材用のクロムメッキ針などの特殊なサイズや仕上げの針は、ご要望に応じて製造いたします。使用する針のサイズは、針穴をスムーズに通る糸のサイズによって決める必要があります。粗い糸や不均一な糸、または針穴を通りにくい糸を使用すると、適切な縫い目の形成が妨げられます。針のご注文の際は、必要な数量、サイズ番号、およびクラスと種類の番号をxで区切って明記してください。以下は、分かりやすい注文例です。
「100本入り 9番、151×1番針」
最高の縫製結果を得るには、シンガーミシン会社製の針を使用してください。
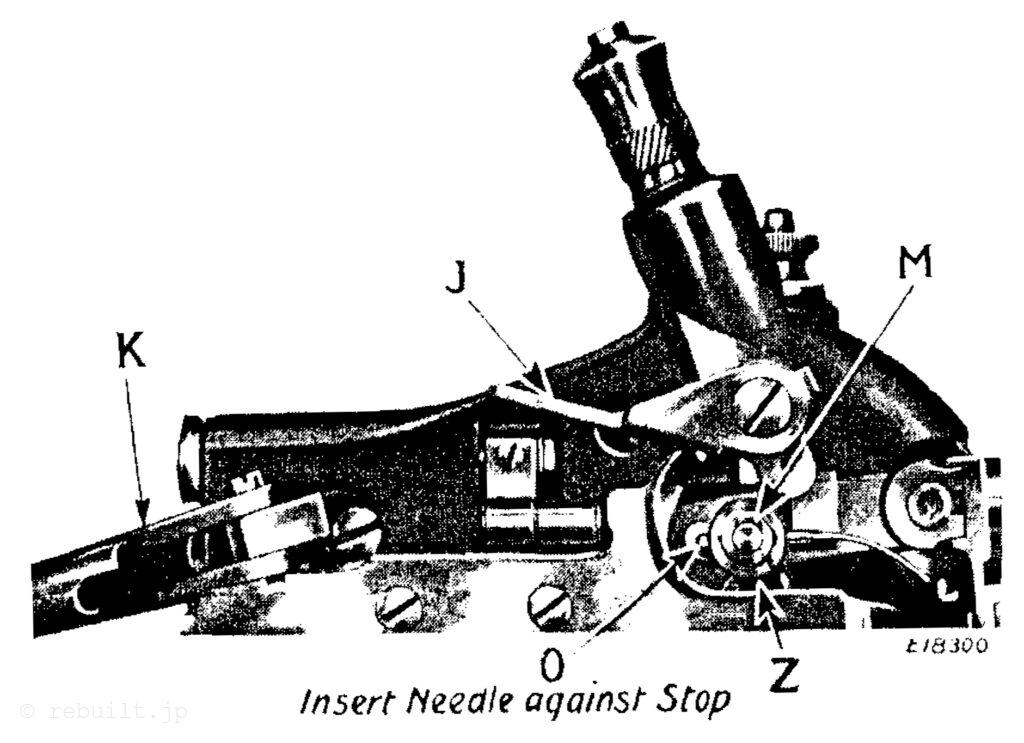
針の取り付け方
ソケットレンチ164197番を使用します。
ミシンのプーリーを操作者側から回して、針ホルダーZを一番上の位置まで上げます。押さえ金レバーJを上げて押さえ金Kを外し、押さえ金Kを左側に回します。ソケットレンチ164197番でナットMを緩めます。ピンセットを使って、針を針ホルダーZにストッパーOに当たるまで差し込み、ナットMをしっかりと締めます。
糸通しの準備
糸通しを容易にするため、押さえ棒レバーJを上げ、押さえ棒Kを左側に倒します。次に、布押さえ板を左側に倒し、前面カバープレートPを開きます(図8)。
糸巻き器 #151031への糸通し
(3本糸縫い用)(タイトステッチまたはエッジかがり縫い)
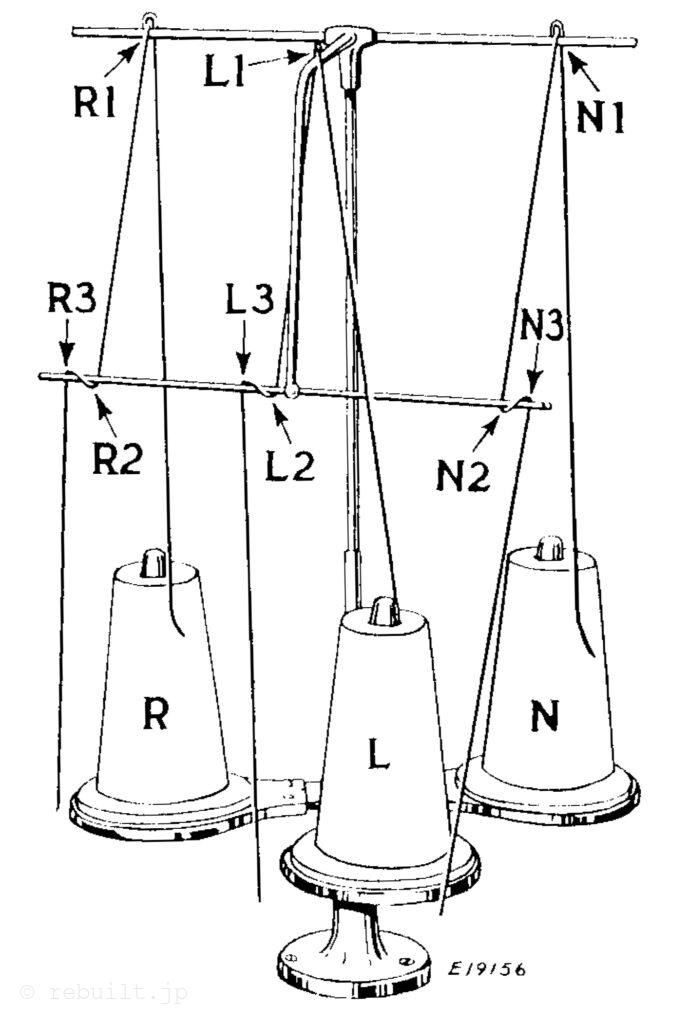
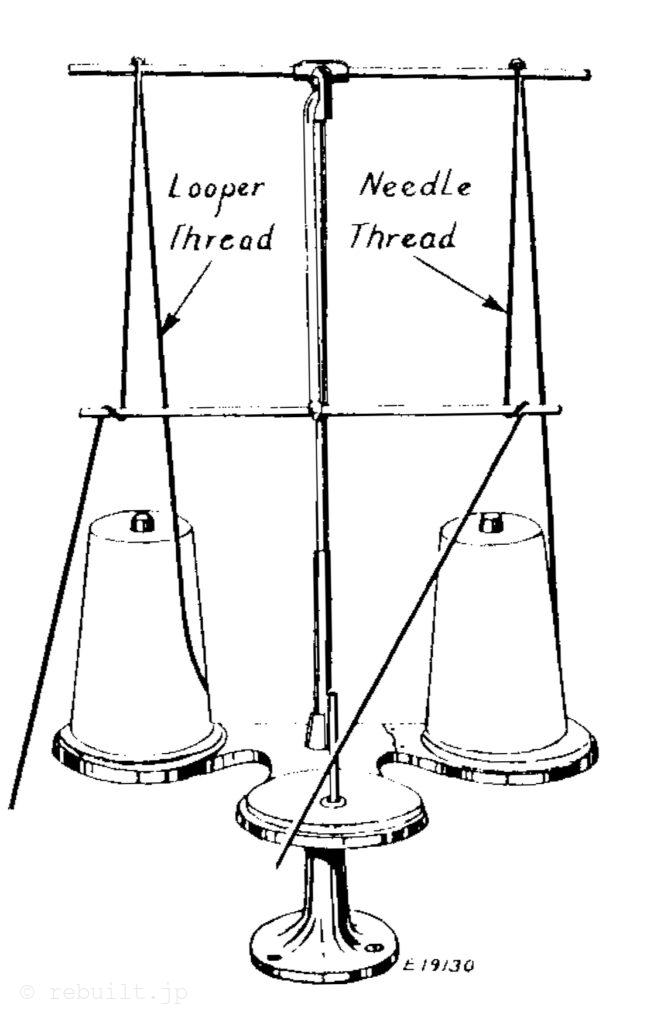
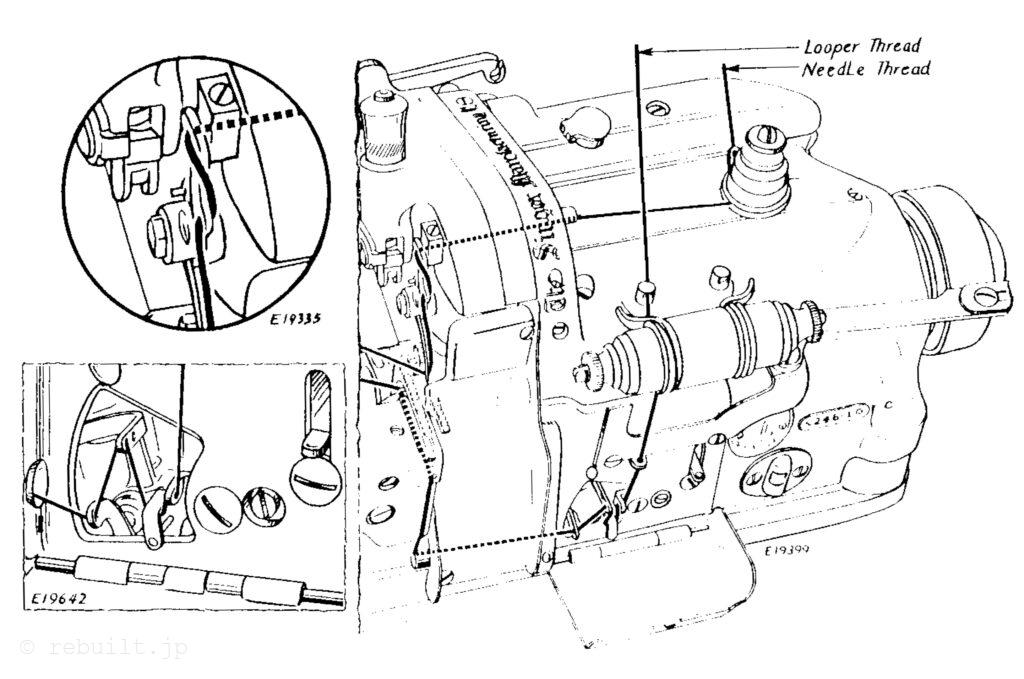
スプールNから針糸を取り出し、ループN1を後ろから前に通し、下に下ろしてアイレットN2を上から下に通し、さらにアイレットN3を上から下に通します。
スプールRから右ルーパー糸を取り出し、ループR1を後ろから前に通し、下に下ろしてアイレットR2を上から下に通し、さらにアイレットR3を上から下に通します。
スプールLから左ルーパー糸を取り出し、ループL1を右から左に通し、下に下ろしてアイレットL2を上から下に通し、さらにアイレットL3を上から下に通します。
注:ナイロン糸で縫製する場合は、別売りの糸巻き器 #228706を使用することもできます。
針への糸通し(3本糸タイトステッチ用)
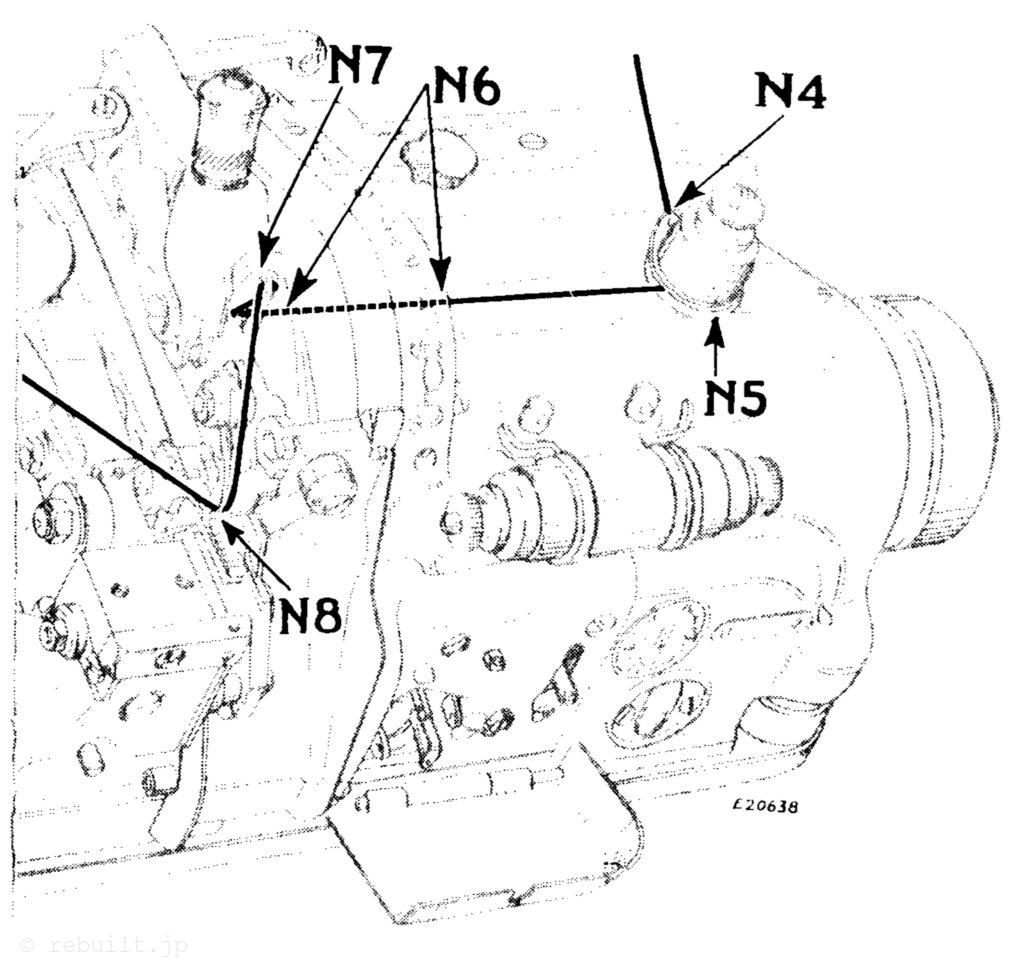
糸巻き器に糸を通した後、糸巻き器のアイレットN3(図5)から糸を取り出し、下に下ろしてテンションディスクの後ろにあるアイレットN4(図6)を後ろから前に通し、次にテンションディスクN5の間を時計回りに通します。
ミシンプーリーを手前に回して針が一番高い位置に来るまで回し、図7に示す糸通しワイヤーを使って、糸をチューブN6に右から左に通します。糸通しワイヤーから糸を外し、上に上げてアイレットN7を右から左に通します。アイレットN7から糸を取り出し、下に下ろして針穴N8を前から後ろに通します。
縫い始めのために、針穴から約2インチ(約5cm)の糸を引き出します。

右ルーパーへの糸通し(3本糸タイトステッチ用)
注意:右ルーパーに糸を通す際は、糸切れの原因となるような糸のたるみがないことを確認してください。(図9参照)
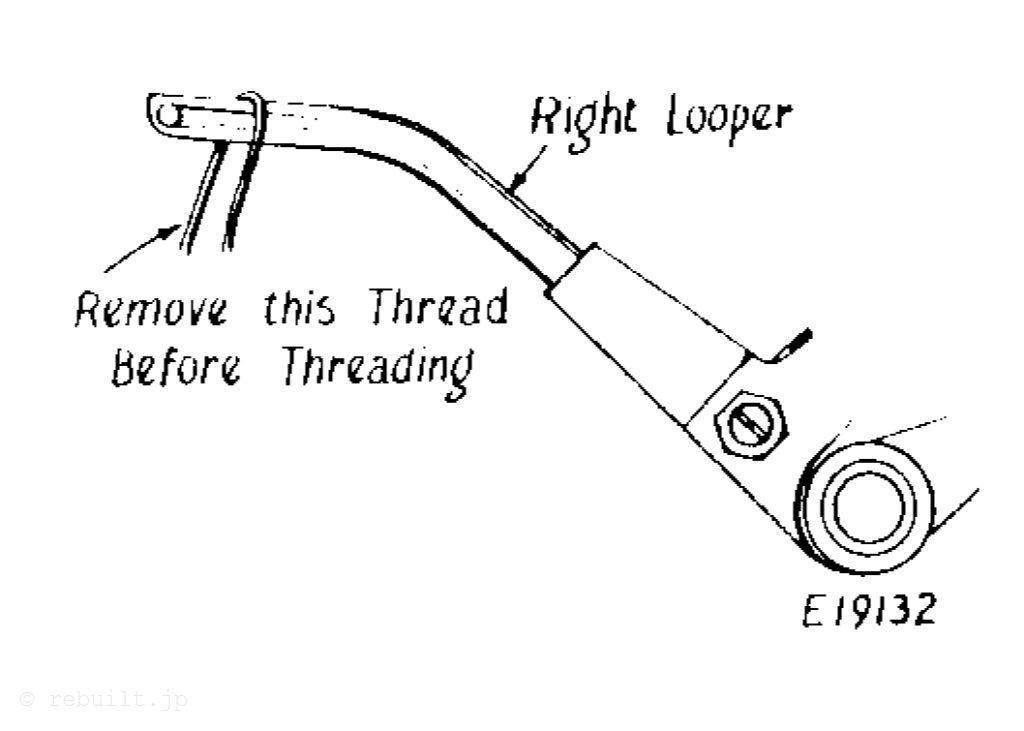
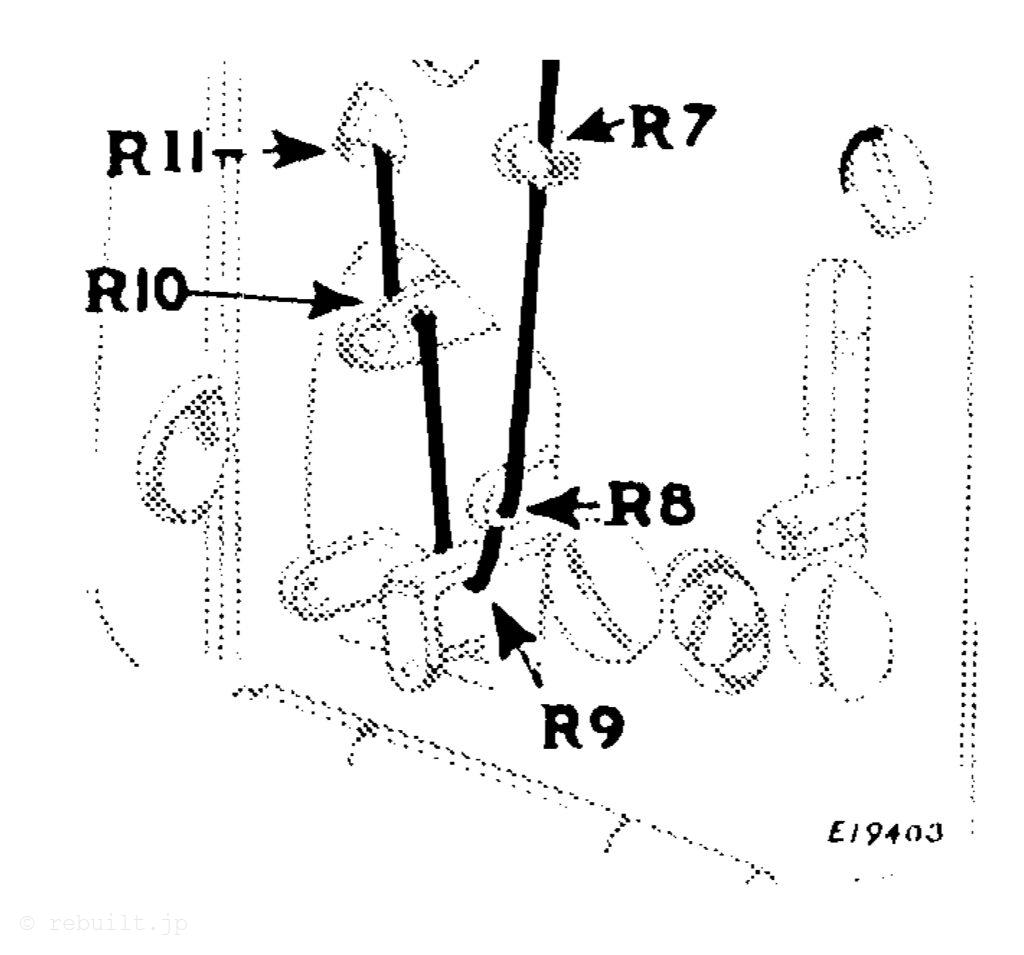
ミシンプーリーを手前に回し、針が一番下の位置になるようにします。次に、糸巻き器のアイレットR3(図5)から糸を引き出し、糸ガイドR4(図8)の後ろから前に通し、テンションガイドR5の下を通り、テンションディスクR6の上を通ってディスクの間に入れます。フロントカバープレートPを手前に引き、糸を糸ガイドR7(図10)の下を通り、ストリッパーアイレットR8を右から左へ、右の糸取りとワイヤーガードの間R9を右から左へ、そして左の糸取りのアイレットR10を右から左へ通します。
図7に示す糸通しワイヤーを使用して、糸をチューブ開口部R11にガイドします。糸通しワイヤーをチューブ出口R12(図8)から引き抜きます。次に、糸を右ルーパーのアイレットR13に前から後ろに通します。(図9の注意書きを参照してください。)右ルーパーのアイレットから約2インチ(約5cm)の糸を引き出し、縫製を開始できるようにします。
左ルーパーへの糸通し(3本糸タイトステッチ用)
注:作業を容易にするため、左ルーパーに糸を通す前に右ルーパーに糸を通してください。
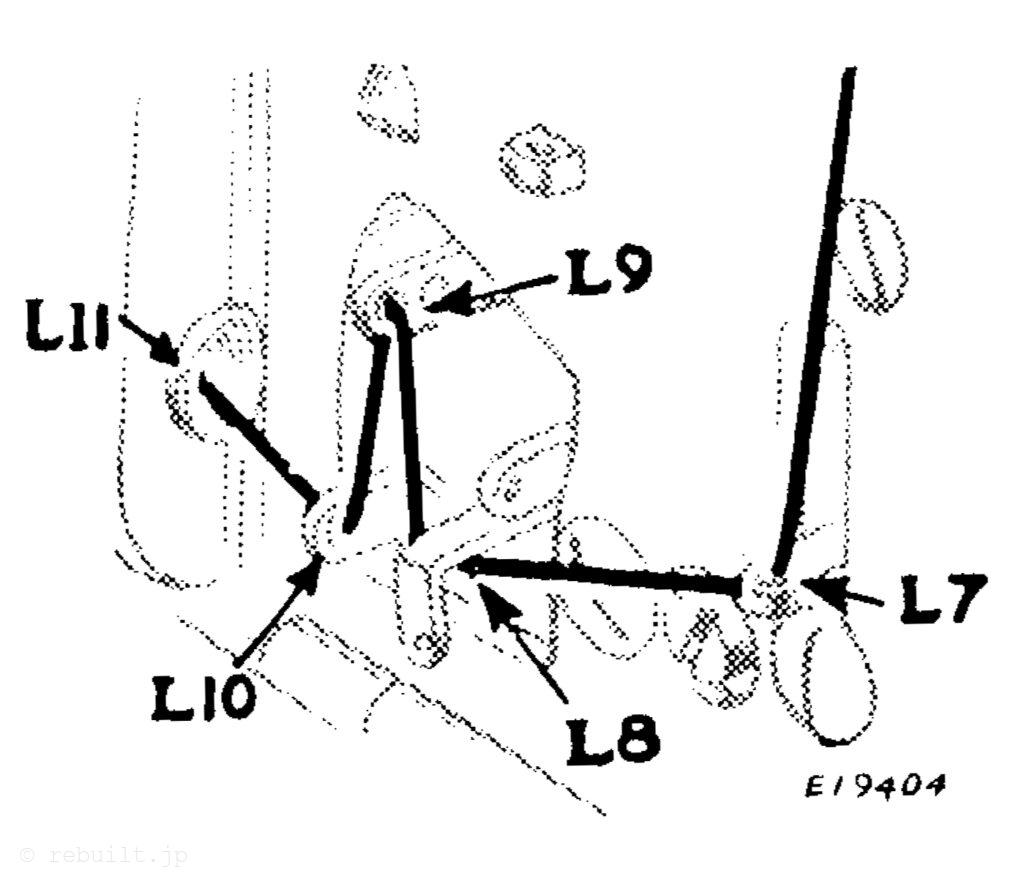
糸巻き機のアイレットL3(図5、4ページ)から糸を引き出し、糸案内14(図11)の後ろから前に通し、テンションガイドL5の下を通り、テンションディスクL6の上と間を通します。カバープレートPを手前に引き、糸をアイレットL7(図11A)に通し、右の糸取り装置とそのワイヤーガードの間(L8)を右から左へ、左の糸取り装置のアイレットL9を右から左へ、そして右の糸取り装置のアイレットL10を右から左へ通します。
図7(6ページ)に示す糸通しワイヤーを使用して、糸をチューブL11を右から左へ通し、溝L12に沿って上へ導きます。ミシンプーリーを手前に回し、左ルーパーのアイレットL14がチューブL13と一直線になるようにします。
次に、糸をチューブL13を前から後ろに通し、左ルーパーのアイレットL14に通します。
左ルーパーのアイレットから約2インチ(約5cm)の糸を引き出し、縫製を開始できるようにします。
3本糸縁かがり縫い用のミシンへの糸通し
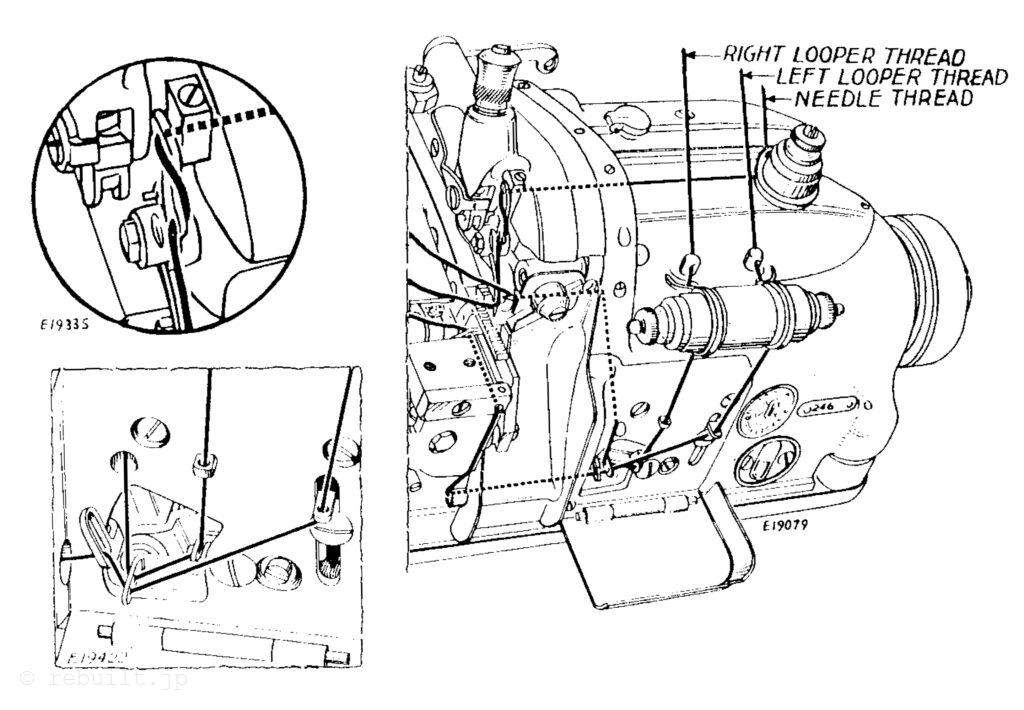
ミシンが正しく再調整されたら、下の図12に示すようにミシンに糸を通してください。(糸巻き機への糸通しについては図5を参照してください)。
注意:右ルーパーに糸を通す際は、糸切れの原因となるような糸の緩みがないことを確認してください。(図9)。
注:針糸アイレットへの糸通し方法は、図12に示すように、縁かがりステッチの場合と、図6のN7に示すようなタイトステッチの場合とでは異なります。
2本糸オーバーロックステッチ用のミシンへの糸通し
ミシンを正しくセットしたら、図13に示すように糸巻き器 #151031に糸を通し、次に下の図13ABCに示すようにミシンに糸を通します。
注:ナイロン糸で縫製する場合は、必要に応じて、別売りの糸巻き器 #228705を使用することもできます。
注:図13Bは、2本糸オーバーロックステッチの場合の針糸アイレットへの糸通し方法を示しています。
針への糸通しの詳細については、図4をご覧ください。
糸調子の調整
針糸とルーパー糸の糸調子は、糸が切れることなくスムーズに引き出せる程度に軽く、かつしっかりとした縫い目になるように調整してください。
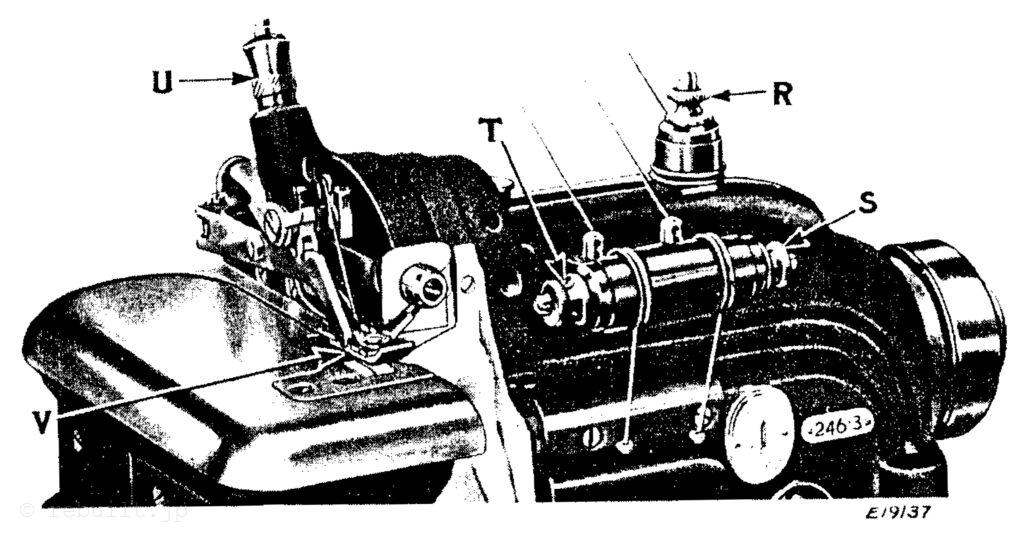
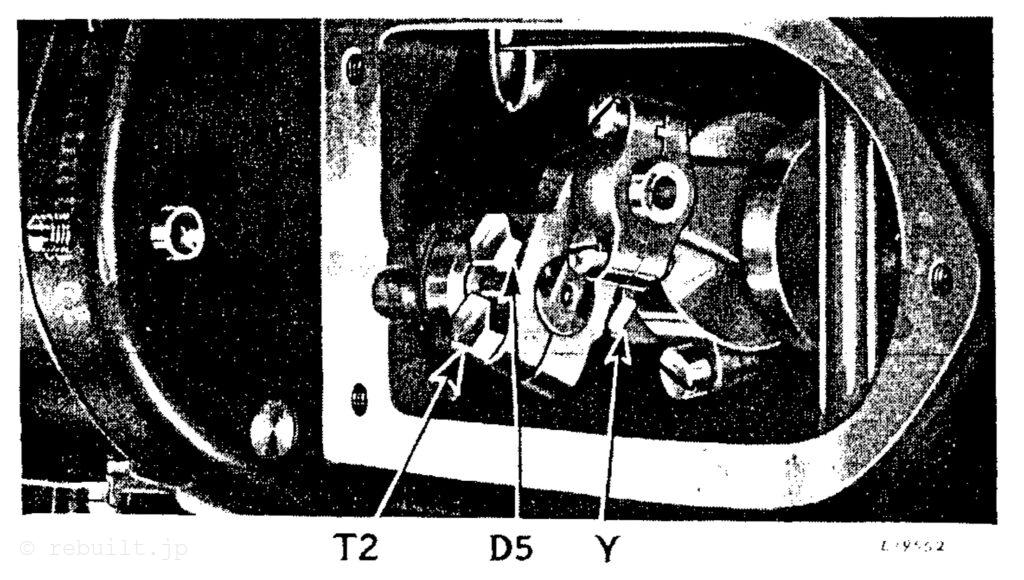
針糸の糸調子はつまみナットRで調整します。
左ルーパー糸の糸調子はつまみナットSで調整します。
右ルーパー糸の糸調子はつまみナットTで調整します。
素材への圧力を調整する
押さえ金Vが素材にかける圧力は、機械上部のつまみネジUで調整します。圧力を上げるには、つまみネジUを下に回します。圧力を下げるには、つまみネジUを上に回します。
針の湾曲を確認する
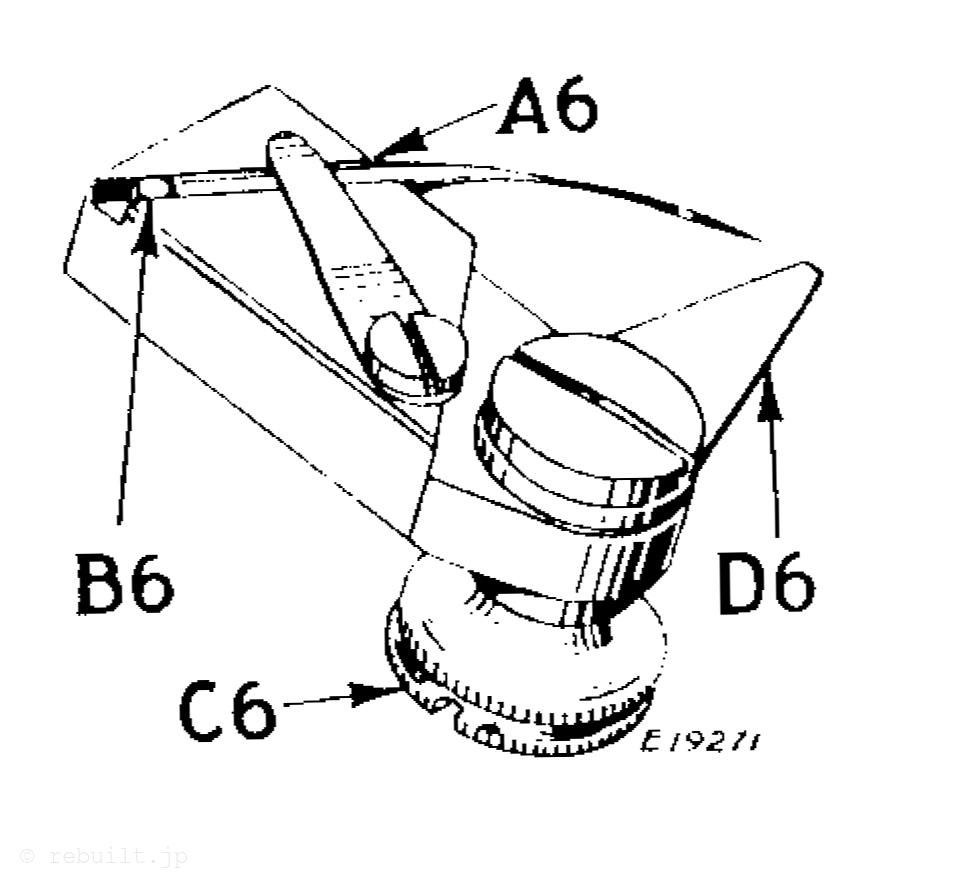
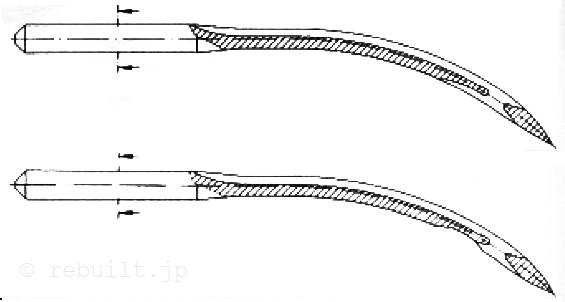
縫い目の調整を行う前に、針の湾曲をゲージ#164336で確認する必要があります。針の湾曲を確認するには、針をゲージにセットし、平らな面が溝A6の底面に沿うようにします。針をストッパーB6に当たるまで溝に押し込みます。
つまみナットC6を回すと、ラジアルゲージD6の先端が針の湾曲に沿って動きます。先端は針穴にちょうど接触し、湾曲の上端では0.005~0.006インチの隙間がある必要があります。
このテストに合格しない針は、正しい湾曲の針に交換する必要があります。
縫い目の長さを変更する
差動送り機構は、2つの送り歯A2とB2で構成され、それぞれ2つの送り偏心カムC2によって独立して作動します。
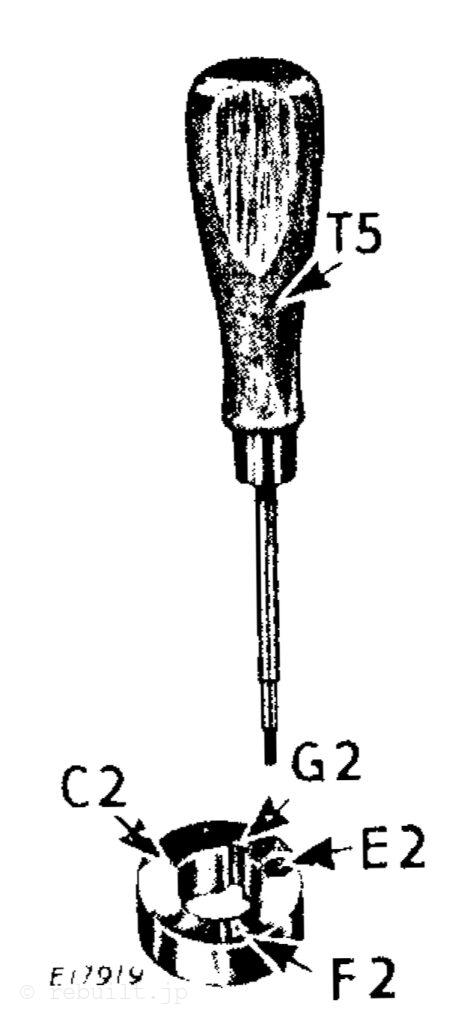
縫い目の長さは、使用する送り偏心カムによって決まります。各送り偏心カムには、F2に示すように、1インチあたりの縫い目の数が刻印されています。
両方の送り偏心カムが同じ縫い目長さに設定されている場合、2つの送り歯は一体となって動作し、素材を均一に送ります。
送り偏心カム#164020は、1インチあたり6、7、8、9、10、11、12、13、14、15、16、18、20、22、24、28、32、または36針の縫い目長さに対応できます。特に指示がない限り、1インチあたり約14ステッチを縫う2つの送り偏心カムのみが機械に標準装備されています。
送り偏心カムを取り外すには、布押さえ板Qと送り偏心カムカバーS5を左側に回し、シャフトD2から六角ナットを取り外し、機械に付属の送り偏心カム抜き工具T5をネジ穴E2にねじ込みます。
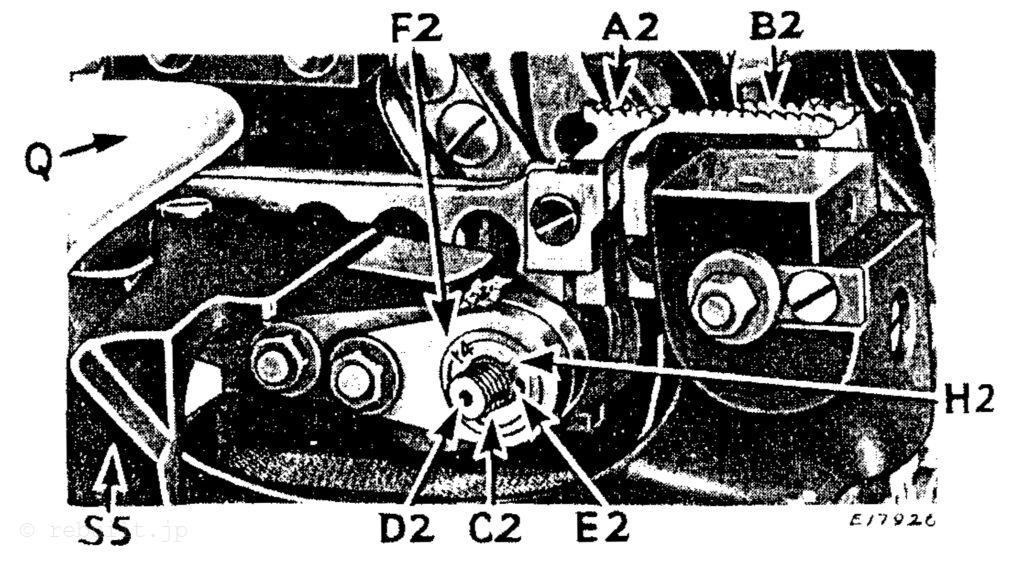
抜き工具T5で軽く引っ張ると、まず外側の送り偏心カムを取り外すことができ、同様の方法で内側の送り偏心カムも取り外すことができます。
送り偏心カムを取り付ける際は、各偏心カムの外側面F2に刻印された番号が外側を向いていることを確認してください。溝G2はシャフトD2のキーH2にしっかりと嵌合する必要があります。両方の送り偏心カムがしっかりと固定されたら、六角ナットをシャフトD2にしっかりと締め付けてください。
生地をギャザーにする場合
ギャザーを寄せるには、手前側の送り歯B2(手前にある方)を、奥側の送り歯A2よりも長いステッチになるように設定する必要があります。
内側の送り偏心カムは手前側の送り歯B2を制御します。外側の送り偏心カムは奥側の送り歯A2を制御します。
ギャザーを寄せるために送り偏心カムを取り付ける際は、長いステッチ用に設計された偏心カムを内側の送り偏心カム、つまりシャフトD2に最初に取り付ける方にする必要があります。
生地を伸ばす場合
生地を伸ばすには、奥側の送り歯A2(奥にある方)を、手前側の送り歯B2よりも長いステッチになるように設定する必要があります。
生地を伸ばすために送り偏心カムを取り付ける際は、長いステッチ用に設計された偏心カムを外側の送り偏心カム、つまりシャフトD2に最後に取り付ける方にする必要があります。
送り歯の高さを正しく設定する
(246-3型にはゲージ番号164459、246-5型にはゲージ番号164460を使用)
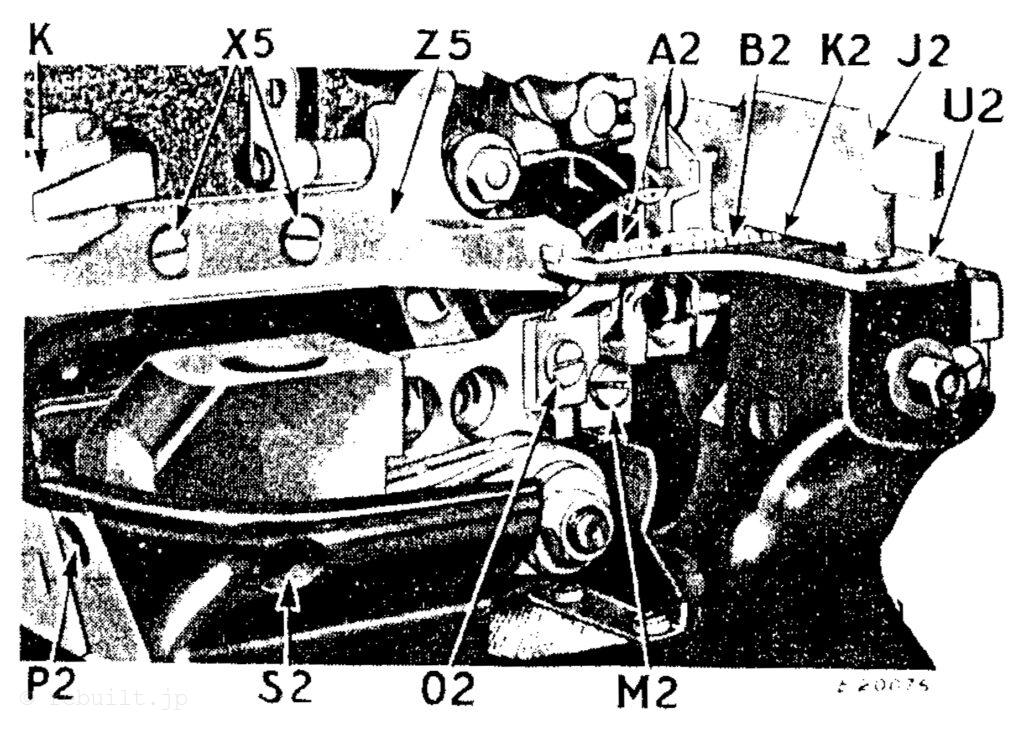
送り歯の高さを確認するには、押さえ金Kを左側に回します。図17に示すように、ゲージJ2を送り歯の上に置き、針板U2にしっかりと密着させます。ミシンプーリーを手前に回し、送り歯が最も高い位置になるまで回転させます。この位置で、送り歯はゲージJ2の底面K2にわずかに接触するはずです。
前側の送り歯B2を調整するには、図16Aに示す布押さえQと送り偏心カバーS5を左側に開いてから、調整ネジM2を緩め、必要に応じて送り歯B2を上下に動かします。調整後、ネジM2をしっかりと締めます。後側の送り歯A2を調整するには、調整ネジO2を緩め、必要に応じて送り歯A2を上下に動かします。調整後、ネジO2をしっかりと締めます。
送り歯の傾き調整
送り歯を傾ける場合は、まず上記に記載されているように、送り歯を正しい高さに設定してください。次に、機械後部にあるヒンジピン固定ネジP2を緩めます。
送り歯を針の後方で上に、前方で下に傾けるには、ヒンジピンS2を機械後方に向かってゆっくりと回し、希望の傾きが得られるまで調整します。
送り歯を針の後方で下に、前方で上に傾けるには、ヒンジピンを機械前方に向かってゆっくりと回し、希望の傾きが得られるまで調整します。その後、ネジP2をしっかりと締めます。
針キャリアを正しい高さに設定する
(246-3型機にはゲージ#164459、246-5型機にはゲージ#164460を使用)
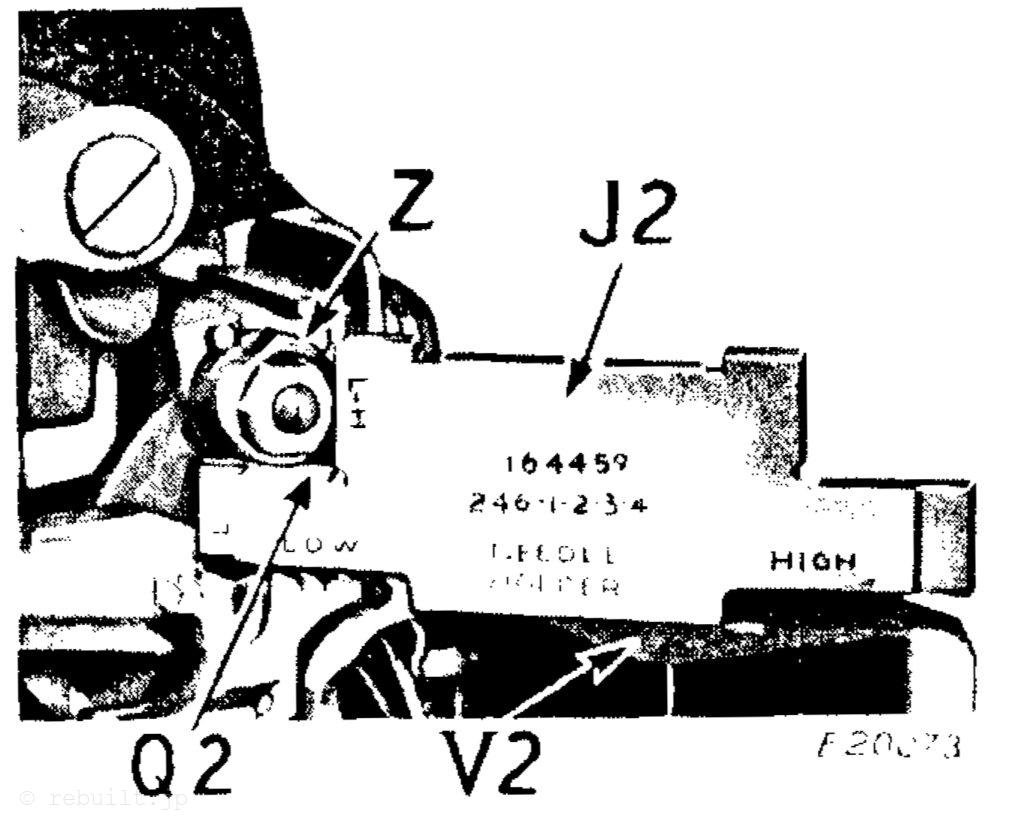
針キャリアの高さを確認するには、ミシンプーリーを手前から奥に回し、針キャリアZが最高位置に達するまで回します。針と針板を取り外し、押え金と布押え板を左側に回し、ミシンプーリーを手前から奥に回して、針キャリアZが最低位置に達するまで回します。図18に示すように、ゲージJ2の「LOW」側を針キャリアと針板座の間に差し込みます。
この設定では、針キャリアZはゲージJ2の「LOW」側の上面Q2にちょうど触れるはずです。
針キャリアを正しい高さに設定するには、上部フレームカバーを取り外し、クランプネジT2と2つの調整ネジD5とYを緩めます。必要に応じて、針キャリアZを上下に動かします。まず、ネジT2をしっかりと締めます。次に、2つのネジD5とYを締め、上部フレームカバーを機械に取り付けます。
左ルーパーを針に対して正しく設定する(246-3型機にはゲージ#164459、246-5型機にはゲージ#164460を使用)
図を参照20および21
左ルーパーを取り付けるには、スロートプレートU2(図17)とチップガードW(図24、18ページ)を取り外します。左ルーパーホルダーC3にある止めネジW2を緩め、ルーパーをホルダーに完全に押し込みます。次に、止めネジW2をしっかりと締めます。
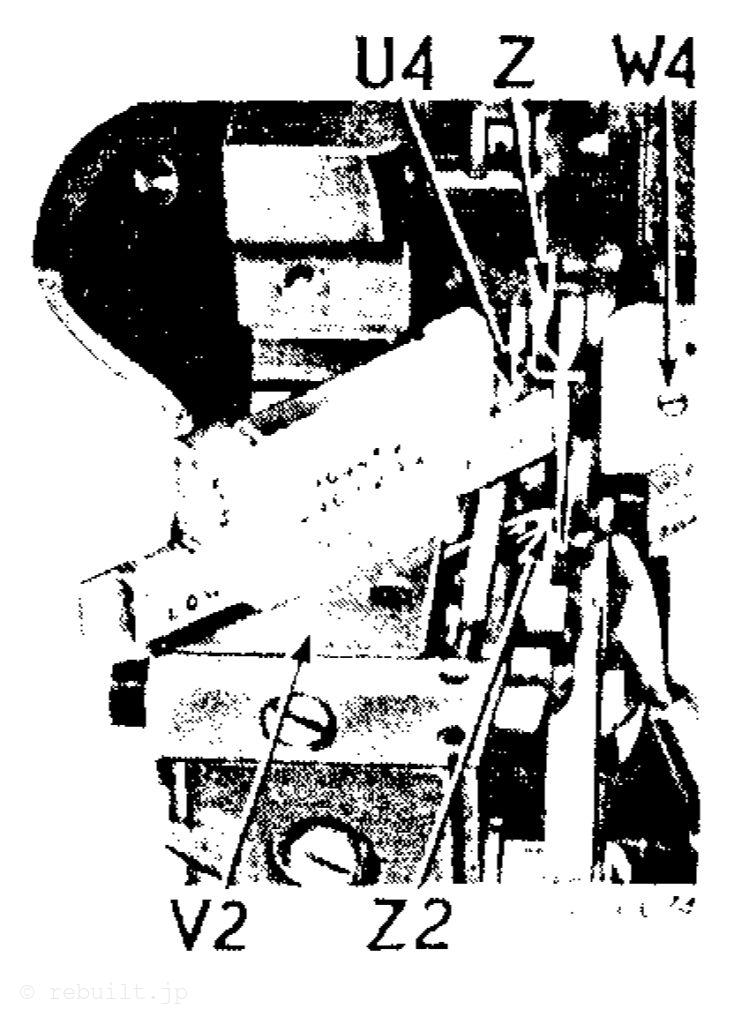
左ルーパーを針の左側に正しい距離に設定するには、ミシンプーリーを手前に回し、針キャリアZが最低位置に達した後、ゲージJ2の「HIGH」端が針キャリアとスロートプレートシートの間を通過できるまで、針キャリアZが十分に上昇するまで回します(図20参照)。この設定では、針キャリアZはゲージの「HIGH」端の上部表面U4にちょうど触れ、左ルーパーZ2の先端は針の左側にちょうど触れる必要があります。この設定で左ルーパーが針に届かない場合は、右調整ネジB3を緩め、左調整ネジA3を、左ルーパーの先端が針に当たるまで締めます。
上記の状態で左ルーパーが針を通り過ぎる場合は、左調整ネジA3を緩め、右調整ネジB3を、左ルーパーZ2の先端が正しい位置に戻るまで締めます。次に、ネジA3を締め、上記のように針に対する左ルーパーの横方向の位置を再確認します。
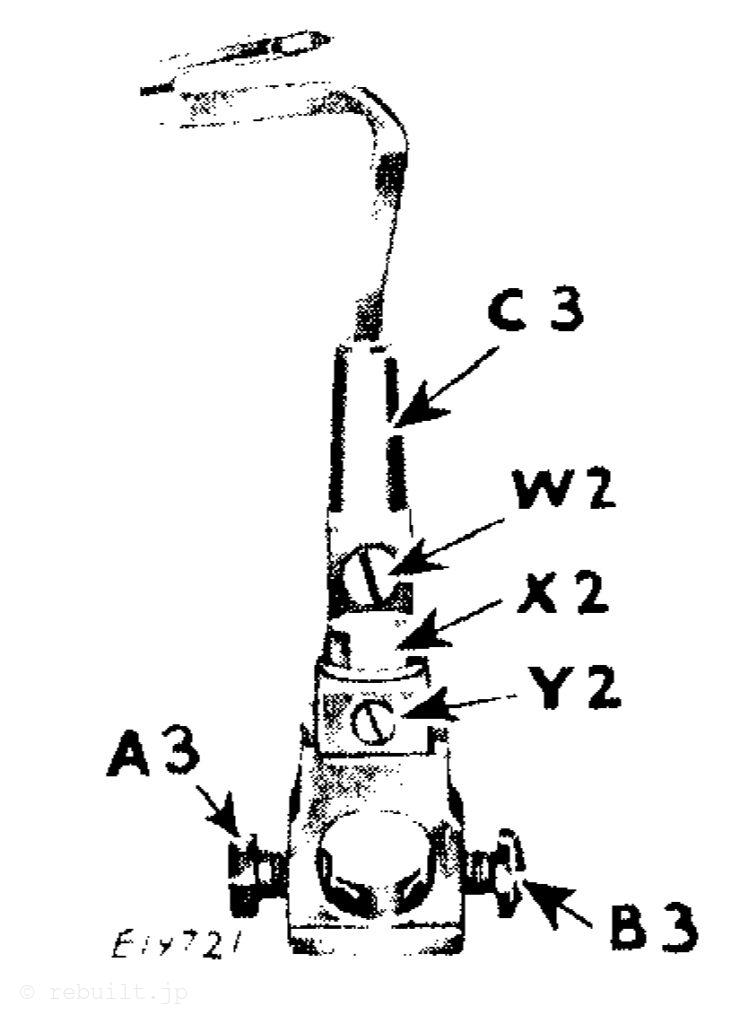
左ルーパーは、右方向への動きで針の後ろを通過するときに、針に軽く接触する必要があります。左ルーパーを針の後ろに正しく設定するには、スロートプレートU2(図17)とチップガードW(図24)を取り外し、左ルーパーの先端が針をちょうど通過するまでミシンプーリーを手前に回します。調整ネジY2と止めネジX2を緩め、左ルーパーZ2が後ろから針にほぼ触れるまでルーパーホルダーC3を動かします。止めネジX2を締め、次に左ルーパーZ2が実際に針に接触するまで調整ネジY2をゆっくりと締めます。次に、図17の針板U2と図24のチップガードWを取り付けます。
右ルーパーと針の位置調整
(246-3型ミシンにはゲージ番号164459、246-5型ミシンにはゲージ番号164460を使用)
右ルーパーの設定を適切に調整するには、押さえ金を左側に振り出し、チップガードW(図24、18ページ)を取り外し、フロントカバープレートP(図25、19ページ)を開け、ルーパー糸板03(図25)と針板を取り外します。
以下の手順に従って、右ルーパーを調整してください。
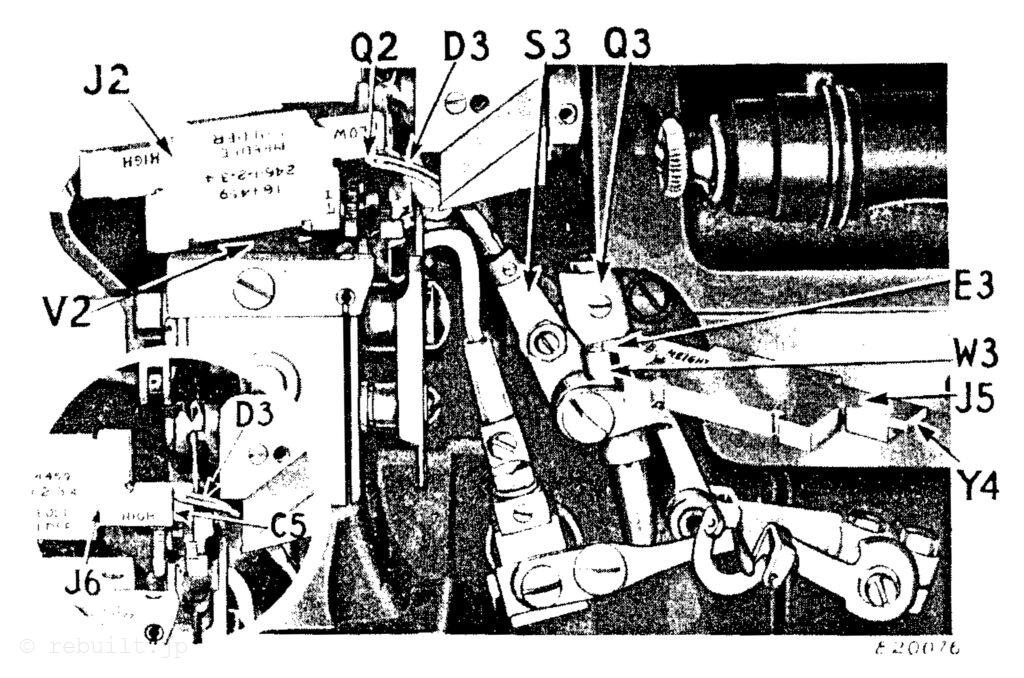
- 右ルーパーキャリアが最も左の位置にあるとき、ブラケットQ3とガイドバーW3間の距離は、ゲージJ5(図22)の「LOW」とマークされた端部の厚さE3よりも大きくあってはなりません。ただし、このクリアランスは、「HIGH」とマークされたゲージの端部の厚さY4以上である必要があります。
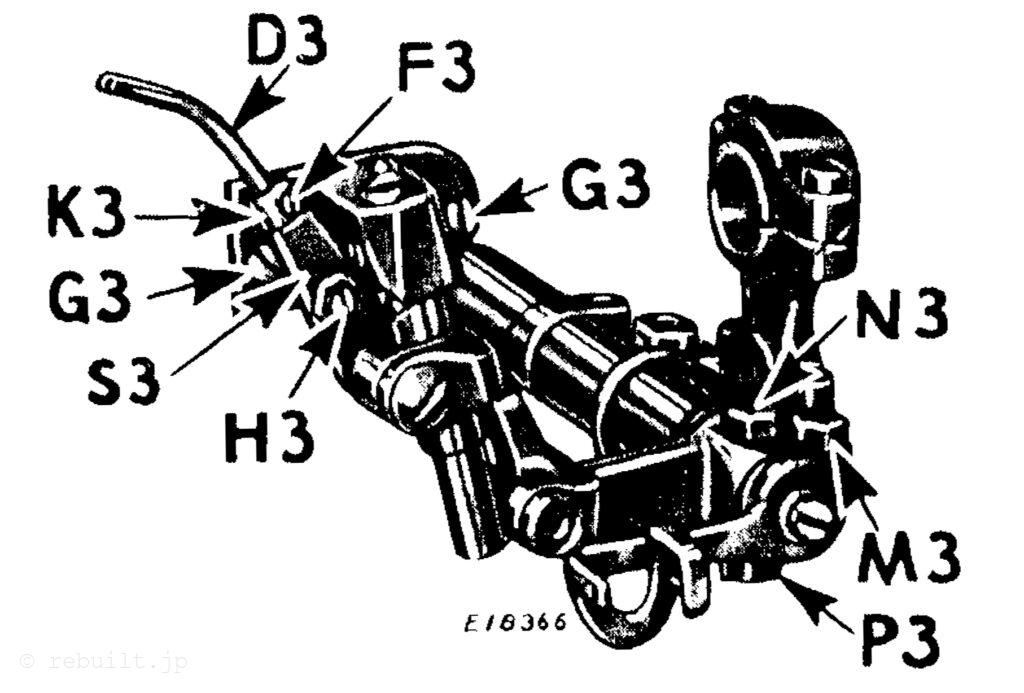
ブラケットとガイドバー間の距離を調整するには、クランプネジM3と調整ネジN3およびP3を緩めます。この距離を大きくするには、適切な距離が得られるまで下側の調整ネジP3を締めます。この距離を小さくするには、上側の調整ネジN3を締めます。正しい設定が得られたら、クランプネジM3をしっかりと締めます。 - 2本の止めネジG3を緩め、ブラケットQ3を左右に動かして、鋳物上の最も右と左の位置を特定します。ブラケットQ3を2つの極端な位置の中央に配置し、2本の止めネジG3を締めます。
- ルーパーD3をルーパーキャリアS3に挿入し、図22のJ2に示すように、ゲージを針板座に置きます。右ルーパーD3が最も左の位置にあるとき、ゲージの「LOW」側の下面Q2にちょうど触れるようにします。
右ルーパーを正しい高さに設定するには、ルーパーカラーK3の止めネジF3を緩め、ルーパーキャリアS3のロックネジスタッドH3のナットを緩めます。ロックネジスタッドH3のスロットがルーパーキャリアと一直線になっていることを確認し、必要に応じてルーパーキャリア内で右ルーパーD3を上下に調整し、スタッドH3のナットを締めます。次に、ルーパーカラーK3をルーパーキャリアにしっかりと押し付け、止めネジF3をしっかりと締めます。 - 右ルーパーが左ルーパーを通過する際、左ルーパーヘッドの後ろ側、針の手前側を通過する必要があります。図22の挿入図J6に示すゲージの「HIGH」側を針の左側に当てます。ミシンプーリーを回して、右ルーパーD3が最も左側の位置に来るようにします。このとき、右ルーパーD3の先端がゲージの表面C5にわずかに触れるようにします。
- 右ルーパーは、左ルーパーの後ろを通過する際に、針の前面に軽く触れるようにする必要があります。右ルーパーD3の位置を調整するには、スタッドH3のナットを緩め、必要に応じて右ルーパーキャリアS3内で右ルーパーD3を動かし、その後、スタッドH3のナットをしっかりと締めます。上記の手順に従って、右ルーパーの高さ、左右の位置を再度確認し、調整します。
右ルーパーのすべての設定が正しく調整されたら、各設定を再度確認し、すべての止めネジとナットがしっかりと締め付けられていることを確認してください。次に、ルーパー糸案内板03(図25)とチップガードWを取り付けます。
針糸コントローラーの調整
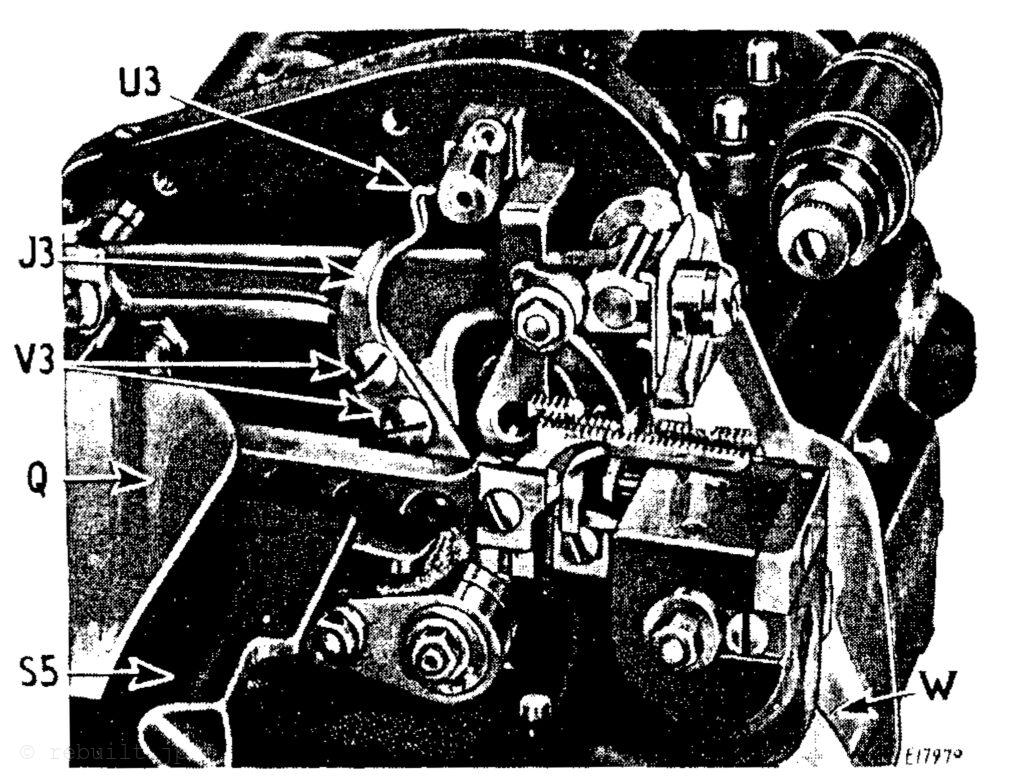
針が最も高い位置にあるとき、針糸は針糸コントローラーJ3のクリアランスU3の下を通る必要があります。
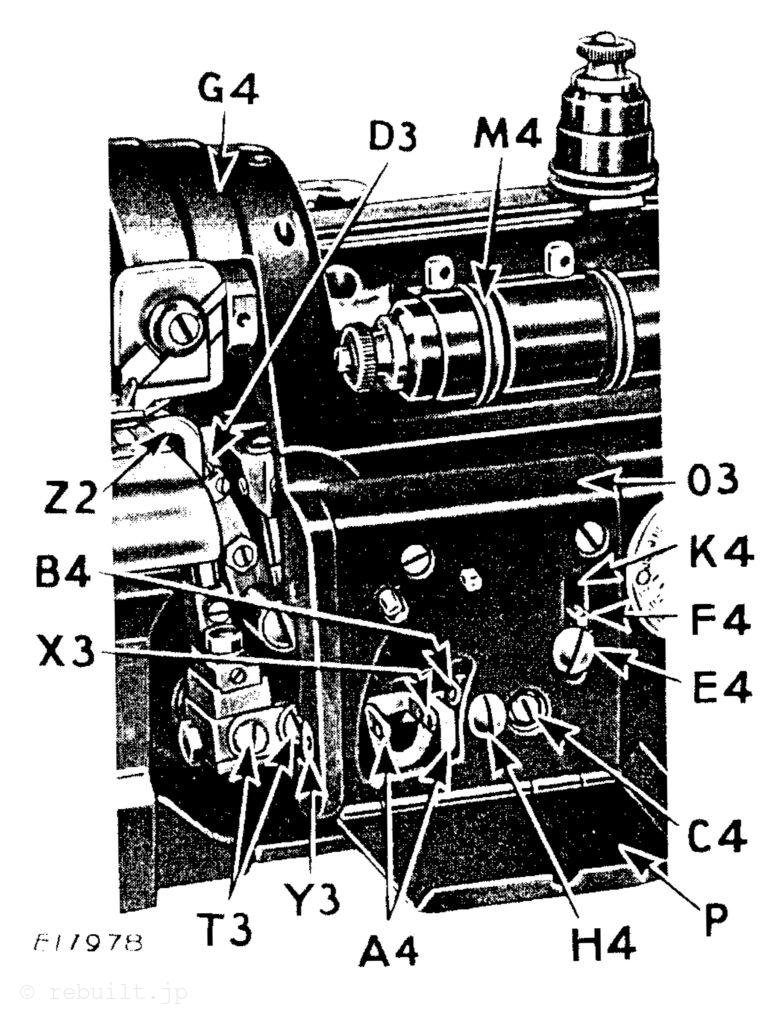
針糸コントローラーを調整するには、ネジX5(図17)とオイル飛散防止カバーZ5(図17)を取り外します。上部カバーG4(図25)を取り外し、布押さえ板Qを左側に開きます。2本の止めネジV3を緩め、必要に応じて針糸コントローラーJ3を前後に動かします。その後、2本のネジV3をしっかりと締め、飛散防止カバーZ5と上部カバーG4を取り付けます。
ルーパー糸取り装置(左側)の調整
左ルーパーZ2を最も右側の位置に移動させたとき、左糸取り装置X3の糸通し穴は、図25に示すように、左ルーパー糸ブッシュY3の中心線と一直線になるように調整してください。
左糸取り装置X3を調整するには、図24の切りくずガードWを取り外し、前面カバープレートPを開けます。2本の止めネジT3を緩め、必要に応じて左糸取り装置X3の右端を上下に動かします。調整後、止めネジT3をしっかりと締め付け、切りくずガードWを取り付けます。
ルーパー糸取り装置(右側)の調整
左ルーパーZ2を最も右側の位置に移動させたとき、右糸取り装置A4の糸通し穴は、図25に示すように、左ルーパー糸ブッシュY3および左糸取り装置X3の糸通し穴と一直線になるように調整してください。
右糸取り装置A4を調整するには、前面カバープレートPを開け、止めネジC4を緩めます。必要に応じて右糸取り装置A4を上下に動かします。調整後、止めネジC4をしっかりと締め付け、カバープレートPを閉じます。
右ルーパー糸剥離装置の調整
右ルーパー糸案内B4は、図25に示すように、調整範囲の上限と下限の中間位置にあるのが通常です。右ルーパー糸案内を調整するには、前面カバープレートPを開き、止めネジH4を緩めます。必要に応じて、アイレットB4を上下に動かします。その後、止めネジH4をしっかりと締め付け、カバープレートPを閉じます。
左ルーパー糸案内の調整
左ルーパー糸案内F4は、図25に示すように、スロットK4の中間位置にあるのが通常です。
左ルーパー糸案内を調整するには、止めネジE4を緩め、アイレットF4を適切な位置まで上下に動かします。その後、止めネジE4をしっかりと締め付けます。
両ルーパー糸の引き上げ調整
両方のルーパーに糸を多く供給するには、右側の糸引き上げレバーA4を下げ、または左側の糸引き上げレバーX3を上げます。
両方のルーパーに糸を少なく供給するには、右側の糸引き上げレバーA4を上げ、または左側の糸引き上げレバーX3を下げます。
右ルーパー糸のたるみ調整
右ルーパーD3が最も左側の位置に移動したとき、アイレットB4とテンションディスクM4の間にある右ルーパー糸にはわずかなたるみが必要です。右ルーパー糸のたるみを少なくするには、アイレットB4を下げます。右ルーパー糸のたるみを多くするには、アイレットB4を上げます。
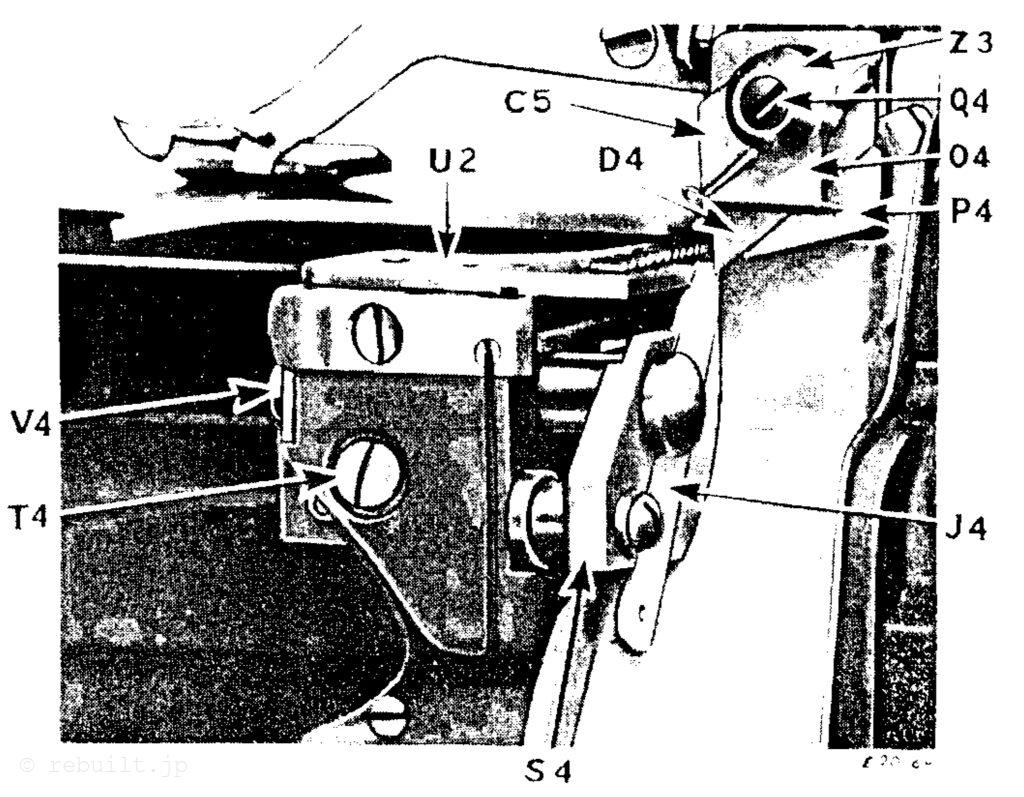
縫い幅調整のための固定メスの調整
固定メスJ4と針の位置関係によって縫い幅が決まります。調整するには、止めネジT4を緩め、必要に応じて固定メスホルダーS4を左右に動かします。止めネジT4をしっかりと締め付けます。その後、以下に説明するように、可動メスを固定メスに対して調整します。作業の種類によっては、縫い幅をチェーンステッチ押さえの幅に合わせる必要があります。
可動刃と固定刃の位置調整
可動刃D4を固定刃J4に対して調整するには、クランプねじQ4、刃クランプZ3、および切り屑排出器O4を取り外します。図20(15ページ)の止めねじW4を緩め、可動刃D4の刃先が最も低い位置にあるときに、固定刃J4の刃先よりもわずかに下になるまで、刃ホルダーP4を左右に動かします。止めねじW4(図20)をしっかりと締めます。次に、切り屑排出器O4、刃クランプZ3、およびクランプねじQ4を取り付けます。可動刃D4を固定刃J4に軽く押し付けながら、ねじQ4を締めます。
固定刃の取り外し
固定刃J4を取り外すには、ナットV4を緩め、刃J4を上に引き抜きます。
固定刃の取り付け
固定刃J4を取り付けるには、刃ホルダーS4に刃を押し込み、刃先がスロートプレートU2と面一になるまで下げます。次に、ナットV4をしっかりと締めます。
可動ナイフの取り外し方
可動ナイフD4を取り外すには、クランプねじQ4、ナイフクランプZ3、ナイフガードC5、およびチップエジェクター04を取り外します。次に、ナイフD4をナイフホルダーP4から持ち上げます。
可動ナイフの取り付け方
可動ナイフD4を取り付けるには、ナイフをナイフホルダーP4に差し込み、チップエジェクター04、ナイフクランプZ3、ナイフガードC5、およびクランプねじQ4を取り付けます。可動ナイフD4を固定ナイフJ4に押し付け、クランプねじQ4をしっかりと締めます。
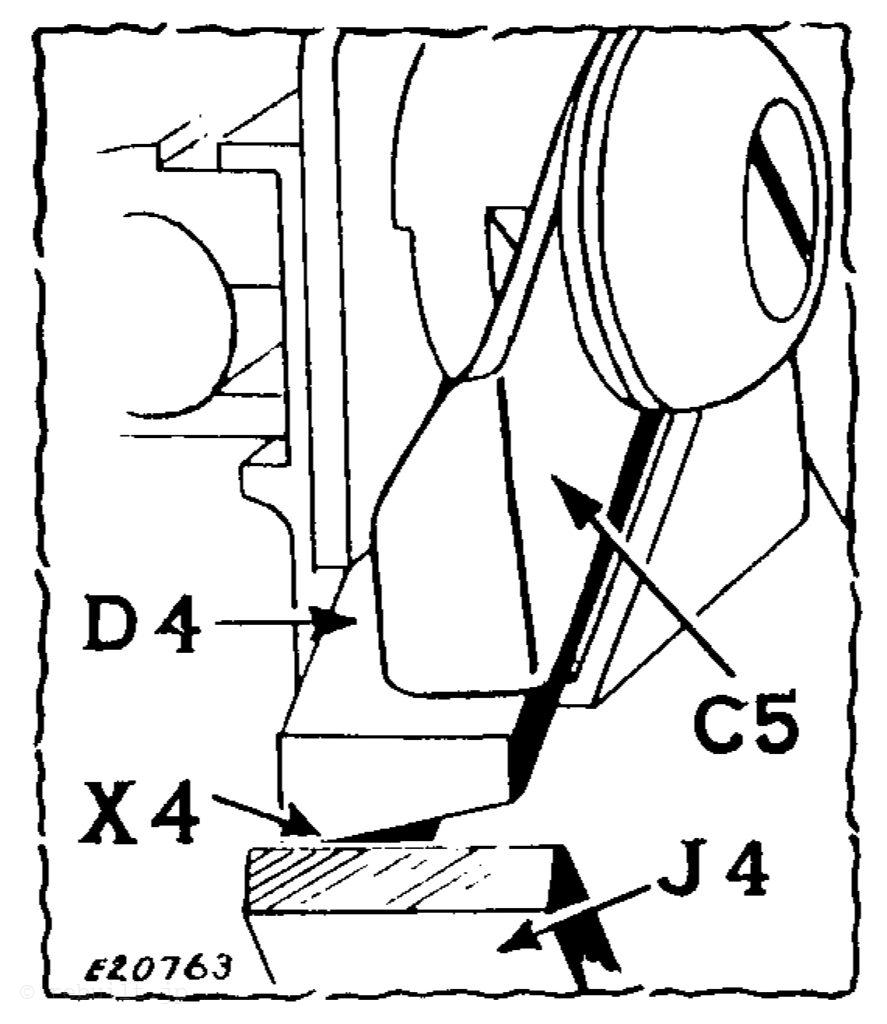
次に、図27に示すように、可動ナイフD4の刃先の一番低い点X4が固定ナイフJ4の刃先にちょうど接するまで、機械プーリーを手前に回します。セットスクリューT4を十分に緩めて、固定ナイフJ4の後ろにあるスプリングを解放し、固定ナイフが可動ナイフD4にしっかりとスプリングで接触するようにします。その後、セットスクリューT4をしっかりと締めます。
トリマーナイフの研磨方法
246クラスのミシンに使用されているナイフを研磨するには、ここに図示されているSINGER*ナイフ研磨機701-7(モーター駆動)またはSINGERナイフ研磨機701-9(ベルト駆動)が必要です。これらの研磨機を使用することで、各ナイフの刃先の正しい角度が確保されます。これらのナイフを手で研磨しようとしないでください。
ナイフ研磨機701-7を注文する際は、必ず希望の電圧範囲を指定してください。ナイフ研磨機701-7は、モーターの銘板に記載されている電圧範囲内で常に使用してください。モータースイッチはH5に示されています。
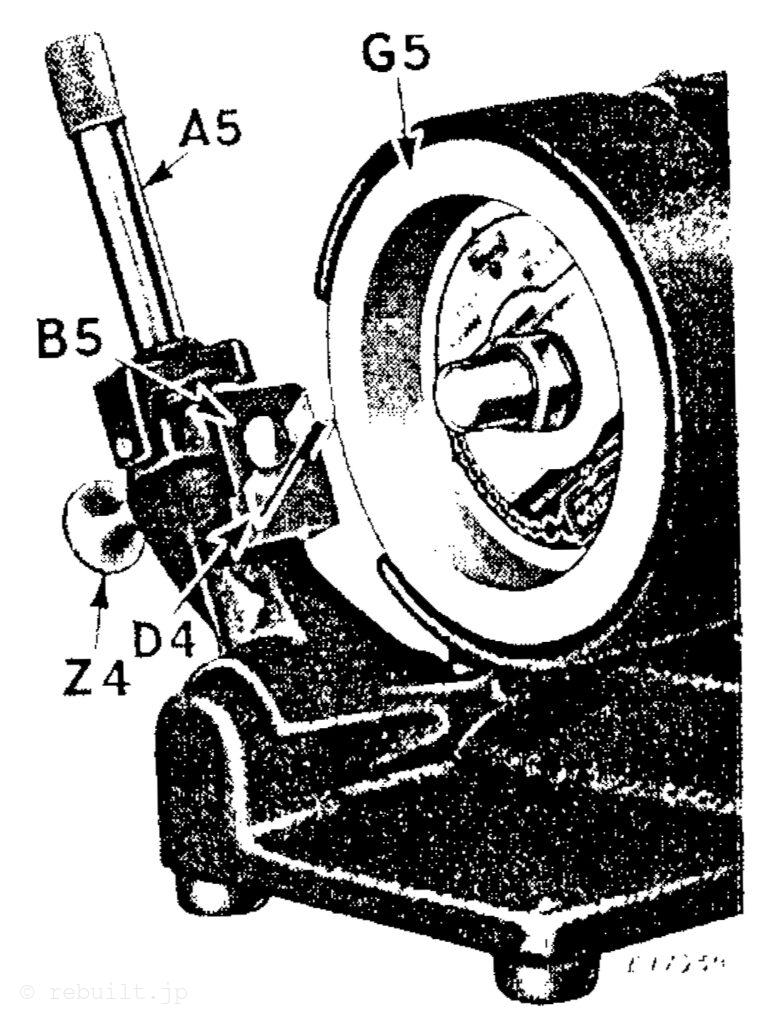
可動ナイフD4を研磨するには、レバーアームA5の前面にあるナイフホルダーB5にナイフを挿入し、つまみねじZ4を締めます。親指ナットE5を手前に回して、ナイフD4が研削面G5から離れるようにします。レバーアームA5を交互に前後に動かしながら、必要に応じて親指ナットE5を回し、ナイフの刃先が砥石の研削面に軽く当たるように調整します。
レバーアームの前後の動きを続け、刃先を研ぐのに必要な分だけ研削します。
このようにして可動ナイフはせん断刃に研磨され、機械でせん断する際に特別な調整は必要ありません。
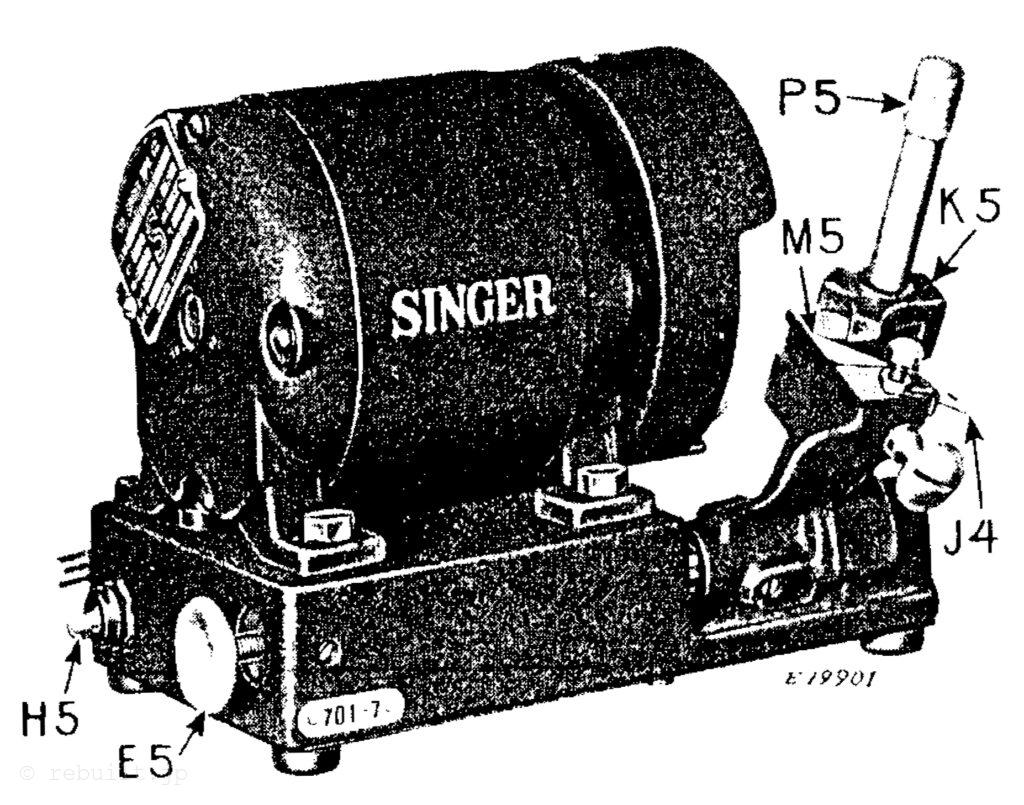
固定ナイフJ4を研磨するには、レバーアーム後部のナイフホルダーK5に、その面取り部M5が砥石の研削面G5と平行になるように挿入し、レバーアームのローレット加工された端部P5を回して、レバーアームをナイフホルダーK5にねじ込み、ナイフを固定します。ナイフの研磨は上記と同様に行います。
ミシン 246-3 ステッチ形成
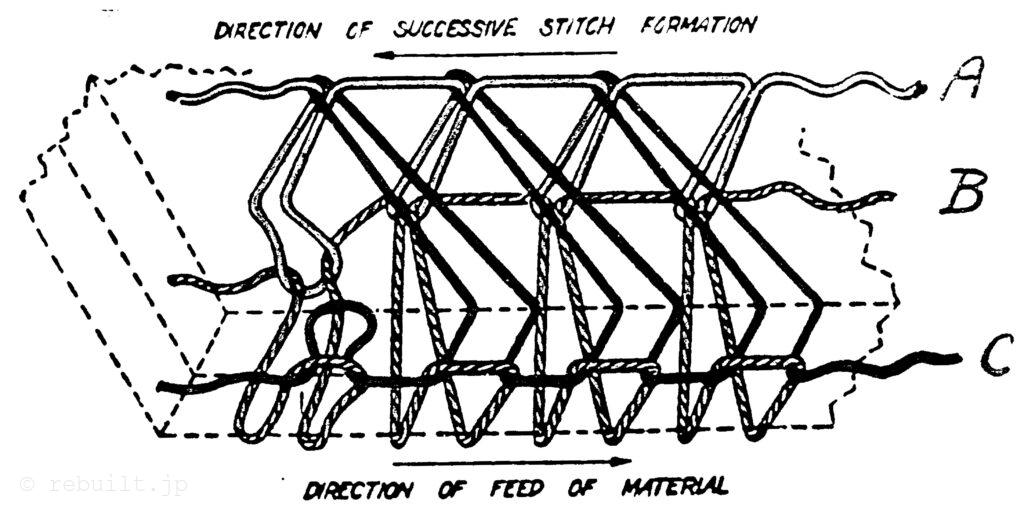
この種類のステッチは3本の糸で形成されます。1本の糸(図ではAと示されています)のループを生地に通し、そこに2本目の糸(Bと示されています)のループを通します。このB糸のループを生地の端まで伸ばし、そこに3本目の糸(Cと示されています)のループを通します。このC糸のループは、最初にA糸のループが通された生地の表面を前方に運び、A糸の次のループが生地に通される前に、そのループがC糸のループに差し込まれる位置まで移動させます。上記の手順を繰り返して、一連のステッチを形成します。
このステッチは、SINGERミシン246-2でも作成できます。