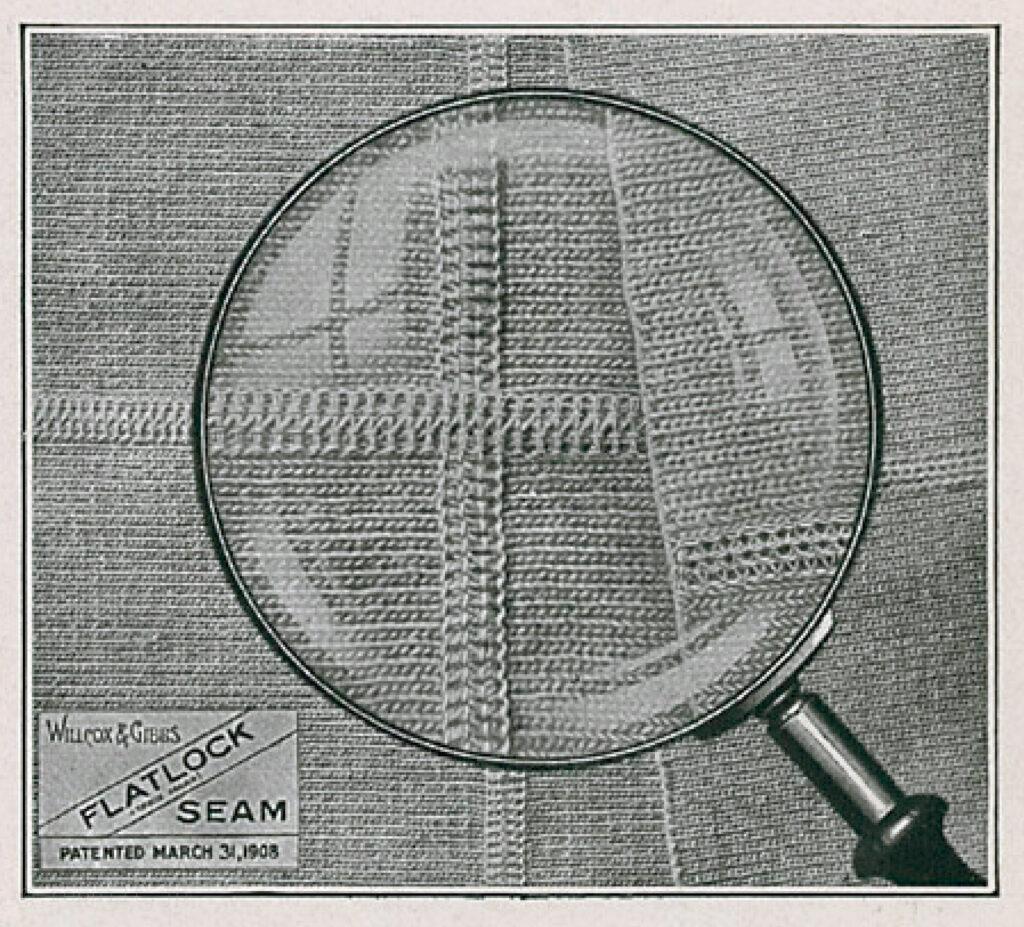
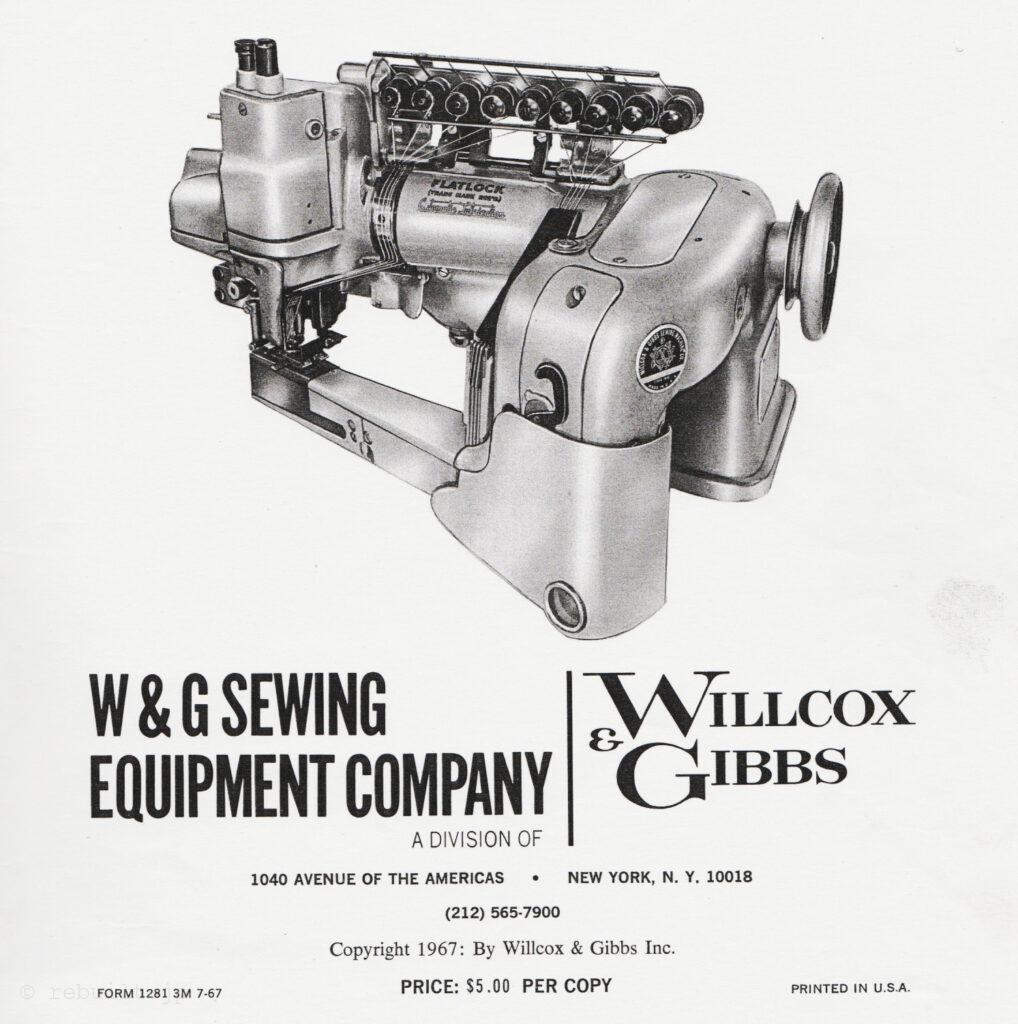
℔ Willcox & Gibbs Inc. より1967年に発刊されたものを当方が文字起こしたマニュアルの一部です。
内容の記載に問題がある場合は問い合わせ先より連絡ください。
THREADING INSTRUCTION (糸通し順)
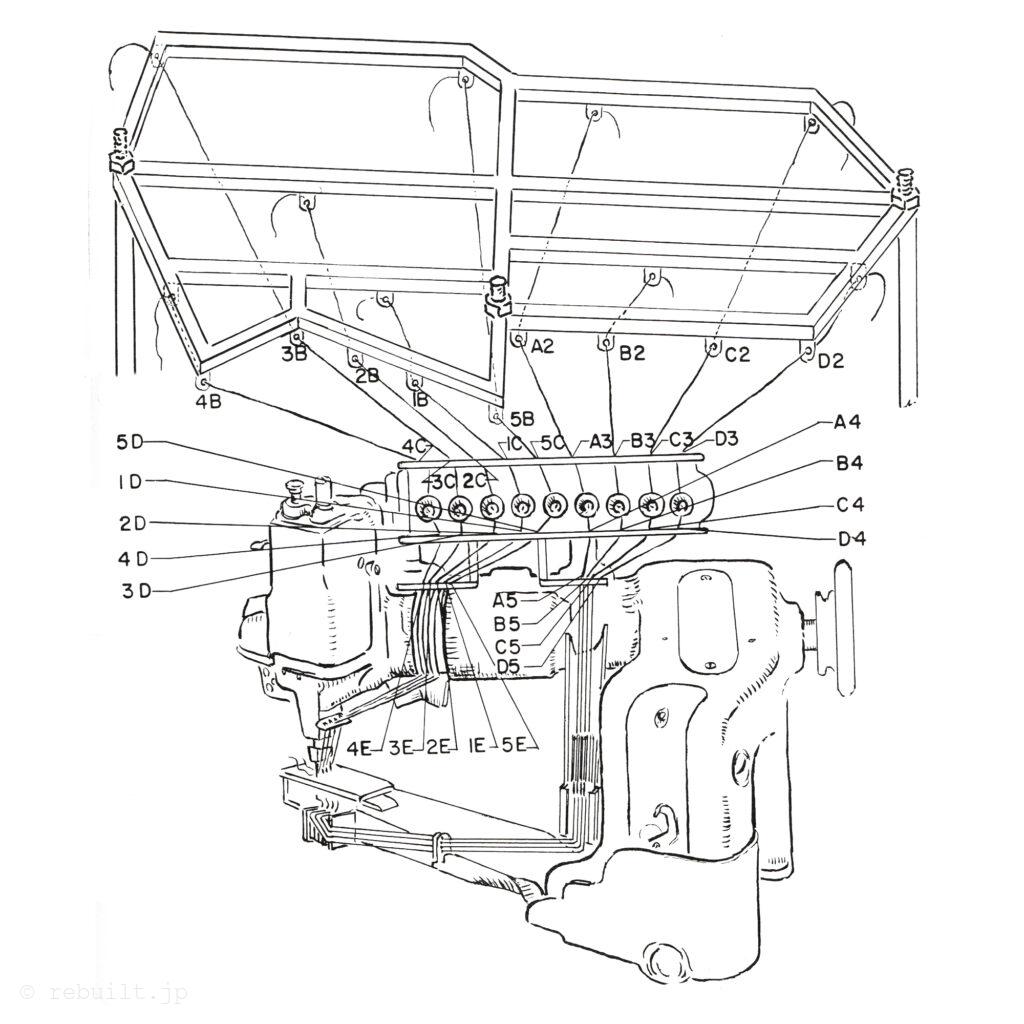
糸立て棒 1、2、3、4 に上糸の円錐 4 つを、糸巻き棒 5 にカバー糸の円錐 4 つを取り付けます。糸立て棒 A、B、C、D にルーパー糸の円錐 4 つ (1、2、3、4) を取り付けます。これらは、上糸が最初に通るそれぞれのガイド穴の位置を示します。次に、上糸はガイド 1A、2A、3A、4A と補助ガイド穴 1B、2B、3B、4B を通ります。
A、B、C、D は、ルーパー糸が最初に通るそれぞれのガイド穴の位置を示し、次にガイド穴 1A、2A、3A、4A と補助ガイド穴 1B、2B、3B、4B を通ります。
5 は、横糸が通るガイド穴の位置を示し、次にガイド穴 5A と補助ガイド穴 5B を通ります。
◆ ルーパー糸通し
ハンドホイールを回して針棒を最上部まで移動させます。押え金を上げます。アームカバーとルーパー開口部カバーを取り外します。ルーパーホルダーを糸通し位置に回します。ルーパー糸指(No. 312-863-001)とアーム糸ガイド(No. 312-851-001)を糸通し位置まで上げます。補助糸ガイドの糸ガイド穴から糸を出し、糸調子皿を迂回して上部糸ガイド穴A3、B3、C3、D3に通し、下部糸ガイド穴A4、B4、C4、D4から糸指開口部の上部まで通します。糸はルーパー糸指の溝を下方に通し、ルーパー糸指フックに通します。次にアーム糸ガイド穴、ルーパーホルダー糸ガイド穴、ルーパーの糸溝、そしてルーパー穴に通します。ニードルバーがまだストロークの頂点にあり、フットが上がっている状態で、ルーパーを押します。
ステッチと縫い目の種類
◆ ステッチの種類 606
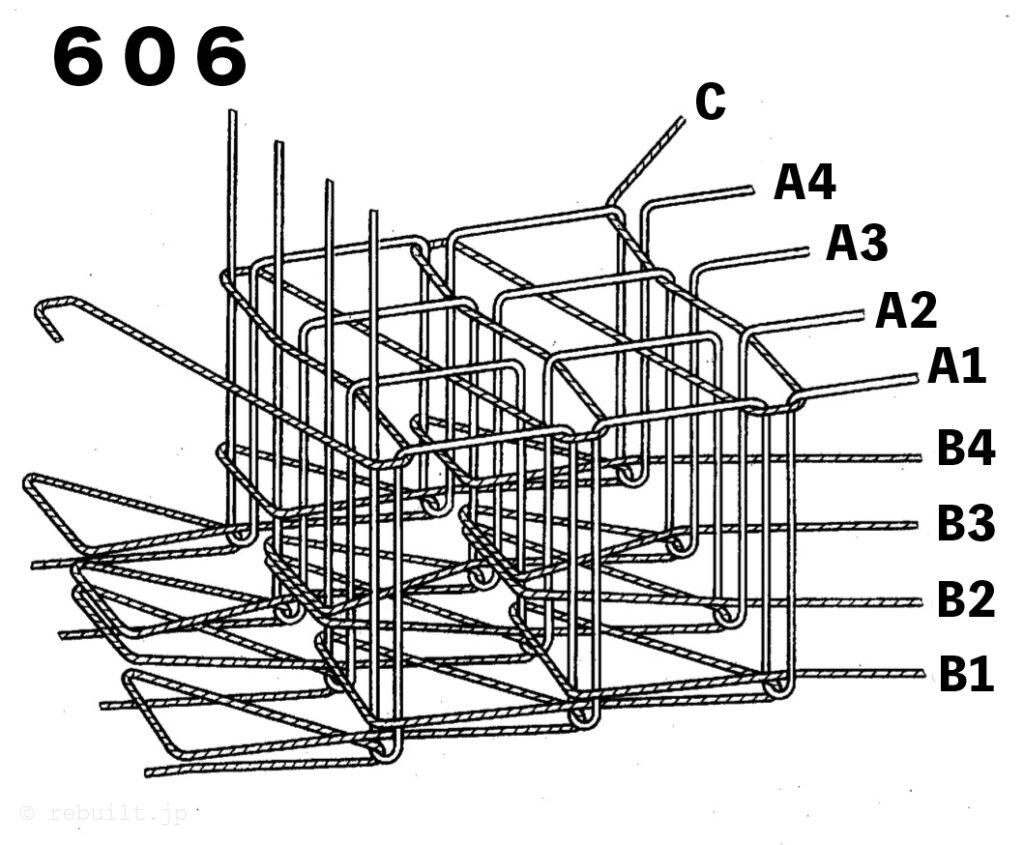
このステッチの種類は9本の糸で形成されます。第1グループには4本の糸、第2グループには4本の糸、第3グループには1本の糸が含まれます。図では、第1グループの糸はA1、A2、A3、A4 と示され、第2グループの糸はB1、B2、B3、B4と示されます。第三グループの糸をCとする。
A糸のループは、材料の横方向に並べて必要な距離だけ離して通過させるものとする。A2糸とA3糸のループは、まず、材料の表面に投影され、直前のステッチから延長されたA”糸とA””糸の本体の下に配置されたC糸のループを通過するものとする。材料を通過した後、A糸の各ループは、直前のステッチから延長された1本以上のB糸のループを通過するものとする。次に、B1糸とB2糸のループは、それぞれA1糸とA2糸のループに入り、1ステッチ分前進させて、それぞれA1糸とA2糸、およびA1糸とA2糸の次のループが入る地点まで移動させるものとする。 B3糸とB2糸のループは、それぞれA3糸とA2糸のループに入り込み、1ステッチ長分前進させて、それぞれA3糸とA2糸、およびA3糸とA2糸の次のループが入る位置まで進める。 A糸のループが材料を貫通した後、C糸の次のループが材料の表面を横切って伸ばされ、これらの糸の次のループが材料を貫通した後、C糸のループの両脚を覆うようにする。
上記の操作を繰り返して、一連のステッチを形成する。
 |  |
◆ 縫い目の種類
この種類の縫い目は、典型的な例の縫い目構造図に示すように、2枚以上の材料の縁を、材料の縁を横切って覆い、または覆いそうなステッチ列で接合することによって形成される。
現代の実務では、ほとんどのメーカーが「A」針を3つと「B」ルーパーを1つ、または「A」針を4つ使用するのを好んでいることが当社の経験から分かっています。これはステッチタイプ606のバリエーションとなりますが、一般的な用途であれば全く問題ありません。ステッチタイプ606の製造を希望されるメーカー様向けには、ご要望に応じて具体的な指示書をご提供いたします。
◆ 縫い糸
上糸(4本):70/3または80/3、右撚り、ソフト仕上げ。
ルーパー糸(4本):25/1~28/1糸。
交差糸:30/2~50/2、シルケット加工ソフト撚り。
軽量素材には、より細い糸を使用してください。当社の経験から、高品質の糸を使用する方が長期的には経済的です。より均一なステッチが保証され、ダウンタイムも少なくなります。
糸の選択は、縫う素材と縫い目の種類によって異なります。
◆ 針
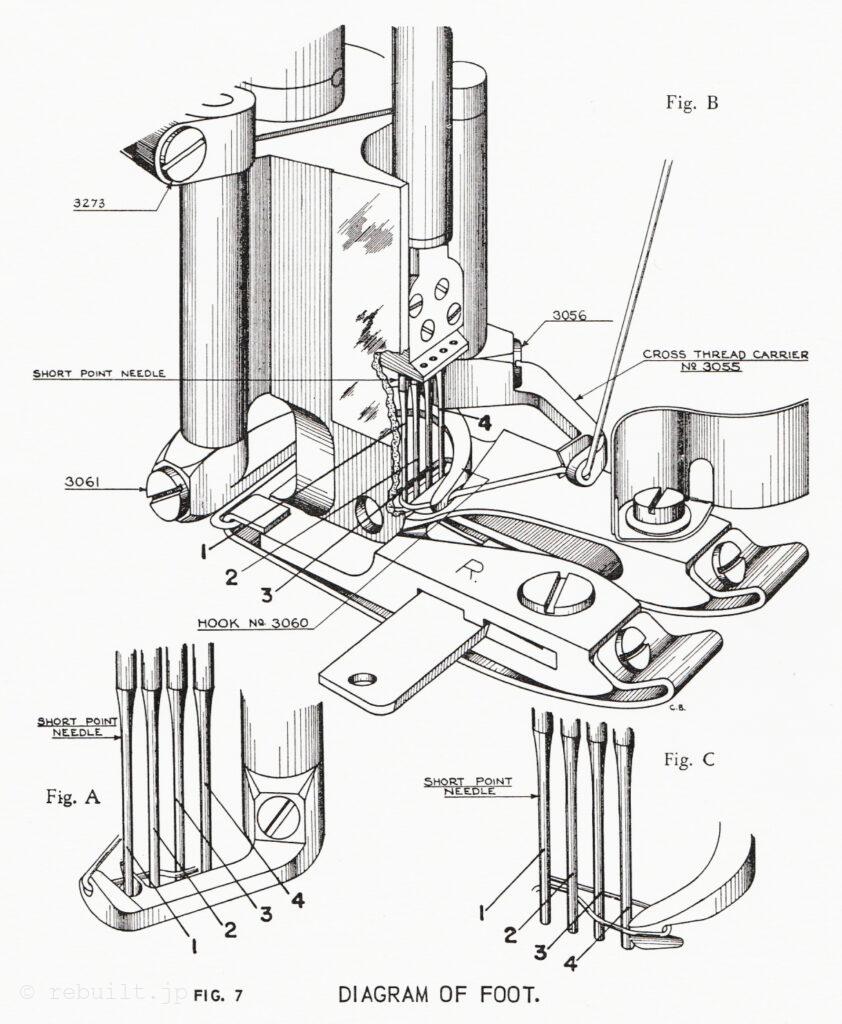
参考までに、針番は1から4まで番号が付けられています。左の1番針は針先が短く、柄に平らな部分が1つだけあります。2番、3番、4番針は針先が長く、柄に平らな部分が2つあります。フラットロック針は、必ず短い針1本と長い針3本のセットで使用してください。
・フラットロック針
ストラックグルーブ針、シングルグルーブ、ミルドスポット、ロングポイント、ラウンドポイント、プレーン仕上げ
部品番号 旧システム サイズ (表示順)
打溝針、シングルグルーブ、ミルドスポット、ロングポイント、ラウンドポイント、プレーン仕上げ
412-032-311 551A 23
412-032-611 551A 26
412-032-811 551A 28
412-033-111 551A 31
412-033-311 551A 33
412-033-511 551A 35
打溝針、シングルグルーブ、ミルドスポット、ロングポイント、ラウンドポイント、クロームメッキ
412-032-631 551A 26
412-032-831 551A 28
412-033-331 551A 33
ストラックドグルーブニードル、シングルグルーブ、ミルドスポット、ショートポイント、ラウンドポイント、プレーン仕上げ
412-042-311 555A 23
412-042-611 555A 26
412-042-811 555A 28
412-043-111 555A 31
412-043-311 555A 33
412-043-511 555A 35
ストラックドグルーブニードル、シングルグルーブ、ミルドスポット、ショートポイント、ラウンドポイント、クロムメッキ
412-042-831 555A 28
412-043-331 551A 33
ストラックドグルーブニードル、ダブルグルーブ、ミルドスポット、ラージアイ、ロングポイント、ラウンドポイント、プレーン仕上げ
412-053-511 562A 35
412-053-531 562A 35
412-063-511 563 35
412-063-531 563 35
糸と針のサイズ関係を確認する便利な方法は、長さ2~3フィートの糸を用意し、両端を交互に上下に動かした際に、針が端から端までスムーズに滑るかどうか確認することです。針が自重で容易に滑らない場合は、1つ大きい針に交換してください。
◆ 針の取り外しと交換
針を取り外すには、まず糸通しの時と同様に、押さえを上げてルーパーを外側に振り出し、糸のロックを解除します。押さえを下げます。
針棒が最上部にあることを確認します。針止めネジを少し緩め、使用済みの針を取り外します。 針をできるだけ高く押し上げ、針ネジを締めます。ネジがシャンクのフラットに確実にかみ合っていることを確認してください。
短い針が最初の針穴に挿入されていることが非常に重要です。
◆ 上下糸のロック解除:
針棒が最下位置になるまでハンドホイールを時計回りに回し、次に針棒が最上位置まで上がるまでハンドホイールを逆方向(操作者側)に回します。針糸取器のセグメントが真正面にあることを確認すると、針棒は最上位置になります。
この操作により、上糸とルーパーが切り離されます。左足踏みペダルを押してフットをできるだけ高く上げ、テンションを開放します。これにより、糸が針からフットの下、後方に自由に引き寄せられます。糸を横に引っ張ってはいけません。
糸のロックを解除するときは、縫い糸を針の後ろからフットの下に入れるため、そして実際に縫い始める時だけであることを明確に理解しておく必要があります。
◆ 糸テンション(張力)の個別調整
ステッチを構成する各糸は、素材への形成と縫い目形成において、それぞれ独自の機能を持っています。
高速縫製においては、均一で平坦、伸縮性があり、ほつれないステッチと縫い目を実現するために、個々の糸にかかるテンションを制御することが不可欠です。
本機は、個々の糸に必要なテンションをかけるための独立した手段を備えています。
4本のルーパー糸B1、B2、B3、B4 は、状況により糸に張力をかける必要がある場合を除き、必ずしも各テンションの間を通す必要はありません。
通常、工場で縫製時にテンションは調整されていますが、工場での稼働状況に合わせて若干の調整が必要になる場合があります。完全な再調整が必要な場合は、まず糸調子ナット #312-630-006 を糸調子ポスト #312-607-001 の先端から1/16インチ(約1.5cm)外側にセットし、そこから徐々に圧力を加えていきます。ステッチの形状に合わせて、各糸に必要なテンションの適切な位置が見つかるまで調整してください。
ステッチを作成する際の清掃工程では、ステッチと縫い目が均等に配置され、引っ張られることなく、緩やかで平らになり、ループ状になったり、つっぱったりするステッチがなくなるまで、必要に応じてテンションを調整または緩和するために繰り返し検査を行います。
糸くずがディスク間に挟まり、ステッチが不均一になり、糸飛びが発生するのを防ぐため、張力は常に清潔に保ってください。
・ 個別糸調子ユニットの取り外し
針棒軸カバーネジ (2) #312-600-046
針棒軸カバー #345JBE
糸調子板ネジ (2) #312-600-058
糸調子ヨーク #312-723-001 を外し、ユニットを上げます。
・個別糸調子ユニットの取り付け
上記の手順を逆に行い、テンションリリースヨーク #312-723-001 が噛み合い、上糸リリースレバー #312-530-013 が設定されていることを確認します。リフターレバーが押え金を最上位まで上げた際に、上糸テンションリリースピン #312-620-015 が噛み合い、テンションディスクが約3/32インチ開きます。
◆ 送り機構
糸の送りは、2つの独立した送り部材、すなわち針の前部にある縮絨送り面と、後部にあるステッチ送り面によって行われます。これら2つの部材の相対的な動きは可変であり、オペレーターによって制御されます。フレーム支持アームの垂直部分の前面には2つのダイヤルがあり、上側のダイヤルには0から24、下側のダイヤルには0から12の番号が付いています。下側のダイヤルはステッチ送りの移動距離を示します。縮絨送り面の動きは、上段ダイヤルに表示されます。両方のダイヤルに同じ数字が表示されている場合、送り面は連動して動作します。両方のダイヤルが異なる数字を示している場合、それぞれの送り部材の動きは、数字が示す割合に応じて異なります。上段ダイヤルを6番、下段ダイヤルを5番に設定すると、縮絨送り面とステッチ面の動きの比率は6対5になります。
一般的な縫製品の場合、両方の表示を5番に設定すると最良の結果が得られますが、縫い目が過度にしわになったり伸びたりする場合は、上段ダイヤルに取り付けられた小さなレバーを必要に応じて6番または7番まで後方に引いてください。ただし、レバーの調整によって縫い目の伸縮性が失われないようにしてください。下段ダイヤルは、特別な状況を除き、5番の位置から変更しないでください。
◆ 推奨速度
新しいミシンは、工場で実際の縫製条件下で慣らし運転を行うことをお勧めします。クラス1311ミシンで最高の結果を得るには、以下の「慣らし運転」期間を設けることをお勧めします。
1ヶ月目:3400回転
2ヶ月目:3600回転
3ヶ月目:3800回転(状況に応じて)
始動回転数は3400回転を超えないようにし、上記のように徐々に上げ、最終的には工場の条件、作業内容、縫製作業が許す限り4000回転まで上げてください。
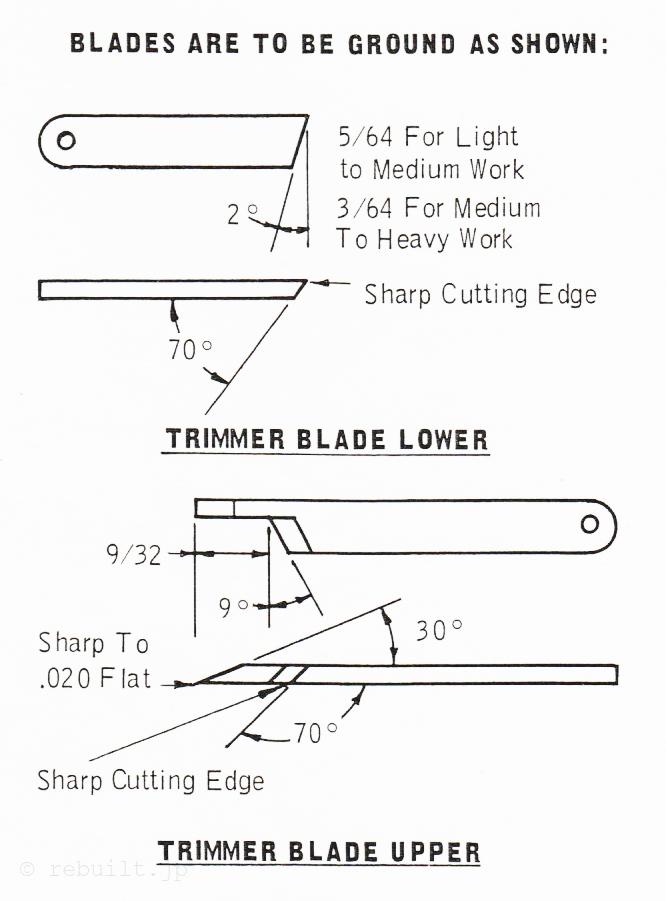
◆ トリマーブレード
ブレードは、きれいに切れなくなったらすぐに交換してください。
必ず最初に上刃を取り外してください。トリマーブレード(上刃、ホルダー番号:312-685-002)の右上にある六角頭クランプネジを緩めてください。これにより、上刃が右側に自由に引き出せるようになります。フットの左側のつま先のスロットに固定されている下刃は、トリマーを緩めた後、引き出すことができます。ブレードクランプネジ(品番:312-600-068)。まず下刃を交換してください。
上刃は、トリマーアームが右端まで移動した状態で挿入してください。クランプネジを締める前に、ハンドホイールを回してトリマーアームとブレードを左端まで移動させ、トリマーブレード(上)の刃先が、フットの材料開口部の左側に最も近い位置から約1/64離れた位置になるように調整してください。
・軽作業~中作業の場合
トリマーブレード下刃がフットの材料開口部の左側から半径5/64インチ(約1.8mm)が突出するようにします。
・中作業~重作業の場合
トリマーブレード下刃がフットの材料開口部の左側から半径3/64インチ(約1.2mm)が突出するようにします。
トリマーブレードの切断力を最大限に引き出すには、トリマーアームを最も内側の位置まで移動させ、トリマーアームキャップスクリュー(2)を緩め、ドライバーブレードでブレードを押し込み、トリマーアームキャップスクリューを締め直します。
トリマーブレードへの圧力を高めるには、スクリュー#312-600-070を緩め、トリマーバースリーブアーム#312-502-006を押し下げ、スクリュー#312-600-070を締め直します。この調整は、ブレードをトリミング位置にした状態で行ってください。
◆ 定期清掃
オペレーターが毎日行う通常の清掃に加えて、整備士は年に2~3回、以下の手順で機械の各部品を徹底的に清掃することをお勧めします。
◆ フット
針4本、左右のスプリングシュー、チェインフットとスプリング(ストッパーネジNo.312-600-063付き)、下側トリマーブレードNo.312-870-001、トリマーアームキャップNo.312-780-024、上側トリマーブレードホルダーNo.31-431-089(トリマーブレードNo.312-870-003を含む)、フットガイドNo.312-850-002を取り外します。
これでフットと関連部品を徹底的に清掃できます。チェインフットの座面、ブレードクランプシューのスロット、およびクロススレッドフックの凹部には、かなりの量の糸くずが蓄積している可能性があるため、特に注意してください。
◆ 針棒ヘッド
糸くずがたまると、針が平行から外れることがあります。糸くずは以下の方法で洗い流してください。
◆ アーム
フットガイドと針を取り外し、針ネジをヘッドに取り付けたまま、針棒ヘッドの周囲と下部の表面を清掃してください。ルーパー調整を行う前に、必ず予防措置としてこの作業を実施してください。 布プレート、フレーム、送り面、ループスプレッダー、ブラケット、針金シールドを取り外します。ルーパーレバーピボットの前方に付着した糸くずなどは、クリーニングスロットに針金を差し込み、アームの開口部に向かって押し出し、糸くずブラシまたはピンセットで取り除いてください。
何らかの理由でアームをミシンから取り外す必要がある場合は、ミシンを再び取り付ける前に、内部を徹底的に清掃してください。
<注 意>
・推奨速度でミシンを運転してください:
推奨速度よりも高い速度でミシンを運転すると、過度の摩耗や、場合によっては高額な部品の損傷につながる可能性があります。
・ミシンに正しく糸を通してください:
ミシンに正しく糸を通さないと、糸切れ、縫い目不良、あるいは全く縫えない状態になることがあります。
・針を確認してください:
純正の「W. & G.」針のみを使用してください。曲がったりバリのある針は縫い目不良の原因となり、ミシンを損傷する恐れがあります。
◆ ミシンの始動
ミシンに糸を通した状態で、押え金の下に布地があることを確認してください。
◆ 機械を適切に清掃する
特に押え金、針、ルーパー、糸調子器、糸ガイドの周囲を清潔に保つことの重要性は、いくら強調してもしすぎることはありません。なぜなら、適切な潤滑は、機械の正常な動作と継続的な動作を左右する要素だからです。 修理のために部品を交換する際は、軽微な調整が必要な部品については、接合部間の軸受面が完全に滑らかになるように注意する必要があります。部品は、遊びや油面が最小限に抑えられ、スムーズに回転する必要があります。これにより、機械の停止時間を最小限に抑え、スムーズに動作することが保証されます。
以下の調整は、経験上、簡単で時間の節約になることが判明しており、慎重に行う必要があります。しかし、整備士が機械の操作に慣れてくると、調整は時折行うだけで済みます。 調整は、フットを取り外さなくても、フレーム付きの布プレートを取り外すことで簡単に行うことができます。
1 下側からアームを貫通している 2 本のネジ No. 312-600-060 を緩めて行います。
2 縮絨送り面とステッチ送り面を取り外すには、2 本のネジ No. 312-600-071 を緩めます。
3 ループ スプレッダーを取り外すには、2 本のブラケット ネジ No. 312-600-020 を緩めます。これにより、ループ スプレッダーとブラケットをユニットとしてマシンから取り外すことができます。
4 ニードル シールドは、アームが適切に調整されるまで取り外さないでください。 (アーム調整参照)そして(5番目の)アームドレンシールド(No. 312-560-001)を緩めるには、(2)No. 312-600-008を緩めます。ルーパーホルダーを糸通し位置に外側に回した状態で、ネジNo. 312-600-052を外し、ニードルシールドを引き出して、ルーパーホルダーをロック位置に戻します。
◆ アーム調整
アームは針に対して正しい位置に調整できるようになっており、針がクロスプレート(針板)のチェーニングフィンガー開口部の中央を通過するように設定する必要があります。
・調整
クロスプレート(針板)、送り面、ループスプレッダー、アームドレンシールドを取り外した状態で、3本のアームネジNo. 312-600-009を緩めます。アーム調整ピンNo.312-620-001を固定しているネジNo.312-600-004を少し緩め、調整ピンを右または左に回します。これによりアームがスイングし、ニードルシールドのニードル溝がニードルと中央に配置されます。正しく調整されたら、3つのアームネジNo.312-600-009とネジNo.312-600-004を締めます。
布プレートをフレームに取り付け、ハンドホイールを回して布プレートのチェーニングフィンガーの開口部からニードルを下げます。ニードルがチェーニングフィンガーの両側に接触していないことを確認します。確認後、布プレートとニードルシールドを取り外します。調整が完了したら、アームドレインシールドNo.312-560-001をアームドレインシールドネジNo.312-600-008に交換します。
◆ 針棒、ルーパー、および針の調整
ルーパーと針を適切な位置に調整するために用いられる調整は、以下のとおりです。
- 針棒調整
- ルーパークランクレバーのピボットスタッド調整
- ルーパー左右調整
- シャフトカップリング調整
これらの調整の唯一の目的は、ルーパーと針機構の関連部品の製造における通常のばらつきを補正することです。ルーパーと針を適切な位置に調整するための各種ゲージを用いて標準仕様に一度設定すれば、修理のために機構部品を交換する場合、または部品が交換を必要としない程度に摩耗している場合でも調整の再設定が必要となる場合を除き、設定内容を変更しないでください。特殊な縫製条件では、調整が必要となる場合があります。通常の縫製条件で使用される要件を超えて設定できるように配慮されています。針棒は工場出荷時に適切な高さに設定されていますが、この設定を変更した場合、または針棒の高さを確認する必要がある場合は、以下の手順に従ってください。
針棒軸カバーネジ(No. 312-600-046)2本を外し、針棒軸カバー(No. 312-510-004)を取り外します。すると、針棒調整レバー(No. 312-530-009)が見えるようになります。(針棒調整レバーの針棒接続スタッドネジ(No. 31-000-093)の位置を変えることで、針棒を上下させることができます。)針棒の適切な高さは、針棒高さゲージ(No. 31-003-630)を使用して設定します。
この調整は、ミシンから針、布受け、送り面、ループスプレッダー、針受け、ルーパーを取り外した状態で行います。ニードルバー高さゲージをニードルバーヘッドのニードル穴の 1 つに最後まで挿入し、しっかりと固定されていることを確認します。ニードルネジを締めて、ゲージをニードルバーヘッドにしっかりと固定します。
ニードルバー接続スタッドネジ (No. 31-000-093) を緩め、ネジとワッシャー (No. 312-615-005) をスロット内でできるだけ前方に移動させて、ニードルバーを最高調整高さまで上げます。この位置でスタッドネジを少し締めます。ハンドホイールを回して、ニードルバーヘッドのゲージ付きニードルバーが最も低い位置になるようにします。もう一度ニードルバー接続スタッドネジを緩め、ゲージの下部がルーパーホルダーの上にちょうど載るまで後方に移動します。ニードルバー接続スタッドネジを少し締めます。ハンドホイールを回して再確認し、高さゲージの下部がルーパーホルダーの上に引っかかっていないことを確認します。針が引っかかった場合は、上記の手順でリセットし、再度確認してください。
針棒が適切な高さになったら、針棒接続スタッドネジをしっかりと締めます。針棒高さゲージを取り外し、針を挿入します。
ルーパー調整
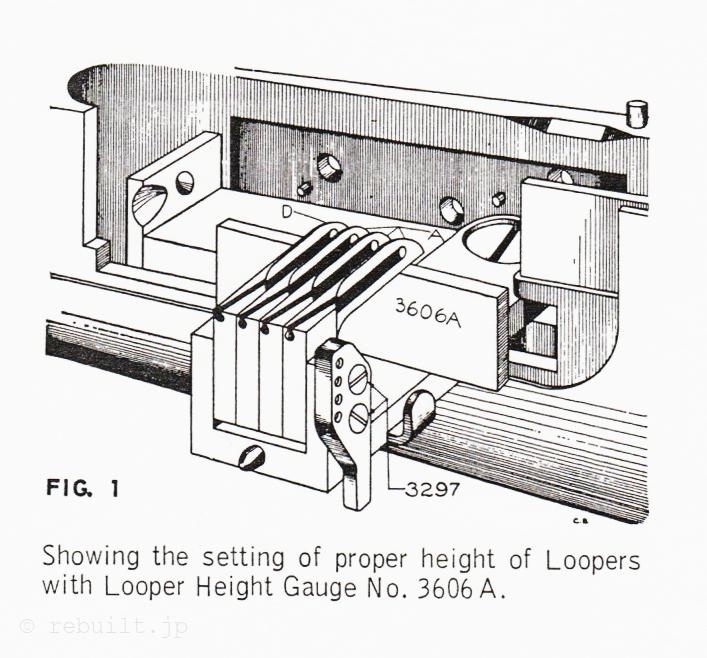
◆ ルーパー高さ設定
ルーパー調整を始める前に、布受け、送り面、ループスプレッダー(ブラケット付き)、および針受けを取り外してください。さらに、以下の点を確認してください。
- 針棒ヘッドの針穴に、針の位置を狂わせる糸くずやその他の異物が付着していないこと。
- 縫製する素材の種類に適した、推奨されるタイプとサイズの、完全に真っ直ぐで鋭利な針を使用していること。
- すべての針が針受けの針溝の中央に落ちるようにアームが設定されていること。
- 針棒が正しい高さに設定されていること。
- ルーパーが正しい高さに調整されていること。
ルーパー調整を確認するには、ハンドホイールが連続的に回転する高さまでフットを上げます。ルーパーのシャンクの前に、反射板として白い厚紙などの適切な素材を垂直に置きます。部品に正しく焦点を合わせるには、拡大鏡の使用が不可欠です。ルーパーホルダーに 3 つの「A」ルーパーと 1 つの「D」ルーパーを使用している場合は、ルーパー調整を行う前に、ルーパーホルダー内での位置を確認してください。
調整を行うには、まずルーパークランプネジ (No. 312-600-040) を緩め、図のようにゲージを挿入した状態で、親指でルーパーの上を直接押し下げて、ルーパーがゲージに乗るようにします。次に、クランプネジを締めてゲージを取り外します。
調整スタッドの位置を変更するには、送り調整レンチ (No. 312-880-002) を使用します。ミシンの右端に 2 つの調整スタッドがあります。下部スタッド(ルーパーレバー垂直ピボットスタッド No. 312-604-026)と上部スタッド(ルーパークランクレバーピボットスタッド No. 312-604-008)の各スタッドの端に「Top」の文字が刻印されており、3つの穴が水平位置にある状態で上向きになっている必要があります。これは、ミシン内での通常のラジアル設定を示しています。
両方のスタッドは、最良の縫製状態を得るために工場で適切な位置に設定され、ロックされています。実際の工場条件で非常に厳しい縫製で若干の調整が必要な場合、またはルーパーモーションのコンポーネント部品の交換が必要と判断されない限り、この位置を維持する必要があります。
ルーパーモーションのコンポーネント部品を交換する場合、またはその他の縫製上または機械的な理由で設定が乱れた場合は、ルーパーの調整を次のように行います。
最良の縫製状態を得るために、ルーパーと針の縦方向および横方向の関係を容易にするために、ルーパー調整ベルクランクスタッド #312-604-022 を併用して調整するための補正手段が設けられています。機械内の他のルーパー位置決め機構と連動します。
ルーパー調整ベルクランクスタッドストップ #312-625-004 は、ルーパー調整ベルクランクスタッド #312-604-022 が、機械内で通常機能する位置から外れないようにします。スタッドは、ルーパーを針に近づける方向にのみ調整できます。
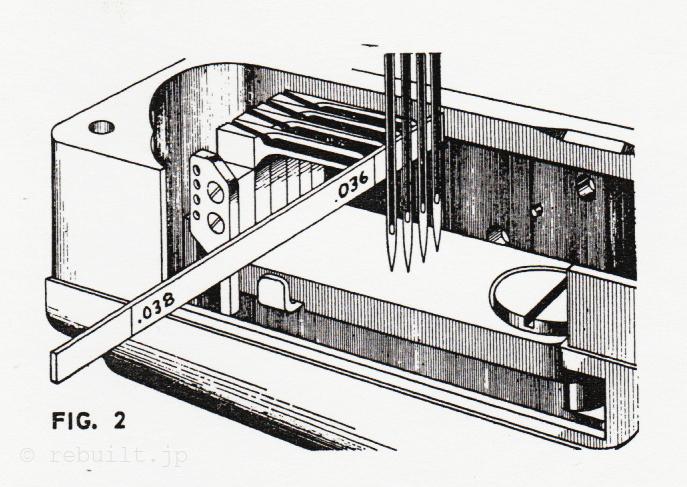
場合によっては、ルーパーを針から離すためにスタッドを調整する必要があるかもしれません。スタッド #312-604-022 とスタッドストップ #312-625-004 は、スタッドナット #312-630-004 を緩めてスタッドスロットの右側から取り外し、スタッドスロットの左側に挿入してストップで指定された位置にセットします。これにより、スタッドは、機械内で通常機能する位置から外れないように固定されます。スタッドは、ルーパーを針から離す方向にのみ調整できます。針下側スタッド #312-604-026 をミシンの通常のラジアル位置に固定した状態で、上側スタッド #312-604-008 を操作して長さ調整を行います。ルーパー設定ゲージ #312-882-002 の .036 マークが、ルーパーを軽く押し戻して遊びを取った状態で、最初の針とルーパーポイントの間を自由に通過します。ルーパー設定ゲージは、他の針に接触する必要はありません。.038 マークの部分は通過してはいけません。
下側スタッド #312-604-026 をミシンの通常のラジアル位置に固定し、ルーパーホルダーロックプレートをネジ #312-600-031 で固定し、ロックプレートの内側とルーパーレバーの側面の間に約 .020 の隙間ができるように設定し、ルーパーと針の横方向の関係をルーパー調整ベルクランク #312-576-003 で設定します。ルーパーは、針の先端部において、針の中心に接する針に接触します。
ルーパーと針の関係を確認し、針先が下降し、ルーパーが後退方向にあるとき、針1と針2がルーパー2、3、4の間を、針の動きのほぼ中心で通過しているかどうかを確認します。針がルーパーに接触したり、近すぎたりする場合は、以下の修正手順に従います。
ナット #312-630-004 を緩めてルーパー ベル クランク #312-576-003 を調整し、必要な修正量に応じてルーパーの先端を針に近づけたり遠ざけたりします。通常の縦方向および横方向の調整は、上部スタッド #312-604-008 と下部スタッド #312-604-026 の両方を交互に操作して、ルーパーがループ取得位置でスカーフ内の針の側面にちょうど触れ、ルーパーが後退ストロークの最終端にあり、ルーパー設定ゲージ #312-882-002 がマークされている状態まで行います。036 は、ルーパー レバーを軽く押し戻して遊びを取った状態で、最初の針とルーパー ポイントの間を自由に通過する必要があります。ルーパー設定ゲージは、必ずしも他の針に接触する必要はありません。 .038 とマークされた部分は通過しないでください。
◆ 横方向の調整
ルーパーポイントと針の縦方向の距離を縮めるには、「上部スタッド」#312-604-008 を反時計回りまたは左方向に回します。ルーパーポイントと針の縦方向の距離を広げるには、「上部スタッド」#312-604-008 を時計回りまたは右方向に回します。
ルーパーポイントと針の横方向の距離を縮めるには、下部スタッド#312-604-026 を反時計回りまたは左方向に回します。
ルーパーポイントと針の横方向の距離を広げるには、下部スタッドを時計回りまたは右方向に回します。
調整コントロールは交互に機能し、相互に影響し合うように設計されているため、修正方法に最適な結果が得られるまで、上部スタッドと下部スタッドの両方の位置を変更して手順を繰り返す必要がある場合があります。これらは最良の縫製条件を得るための最も重要な調整であるため、その機能は設定の正確さに大きく左右されます。
最良の縫製条件を得るために、ルーパーと針を適切な位置に設定したら、極めて厳しい縫製条件で微調整が必要な場合、またはルーパー動作部品の交換が必要な場合を除き、その位置を維持してください。ルーパーを針から縦方向または横方向に近づけたり遠ざけたりする必要がある場合は、以下の調整(「A」および「B」)を行います。
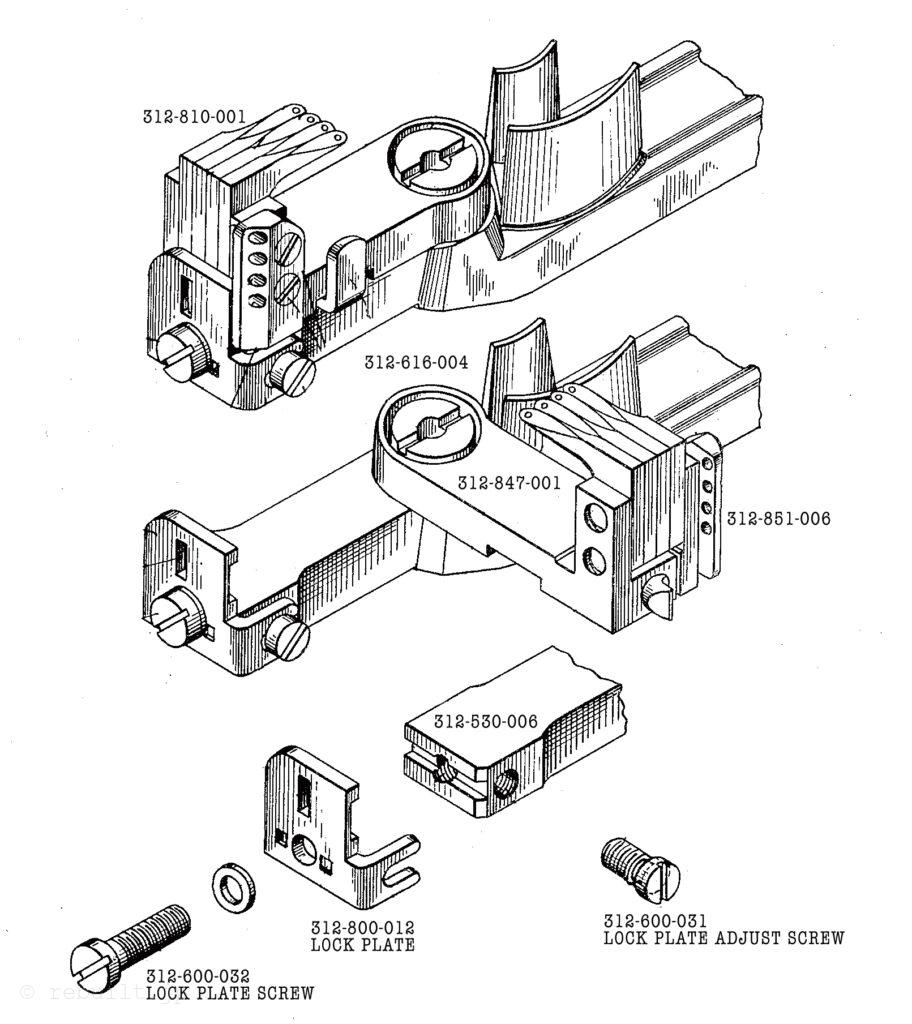
調整「A」
上部スタッドNo. 3300 A (312-604-008) を使用した縦方向の調整
針が最も低い位置にあるときに、ゲージNo. 3607 Aがどのように使用されるかを示しています。 ニードルバーを最下点に、ルーパーを最後退端にセットした状態で、ルーパーレバーを軽く押し戻して遊びをなくした状態で、ルーパー設定ゲージの.036とマークされた部分が、左手最初の針とルーパーの先端の間を自由に通過する必要があります。.038とマークされた部分は通過してはいけません。
調整 ‘B’
ロックプレート No. 312-800-012 による横方向調整
針が上昇するにつれて、ルーパーはループを取る位置に向かって前進します。針を通過する際、ルーパーの先端は針スカーフの中心に接線で針に接触します。各ルーパーは隣接する針に接触する必要があります。
ルーパーを針に近づけたり遠ざけたりする横方向調整は、以下の手順で行います。アーム先端の開口部からロックプレートネジ No. 312-600-032 を少し緩めます。ロックプレート調整ネジ No. 312-600-031 を右に回すとルーパーが針から遠ざかり、左に回すとルーパーが針に近づきます。最終調整とテストが完了したら、ロックプレートネジ No. 312-600-032 を締めます。
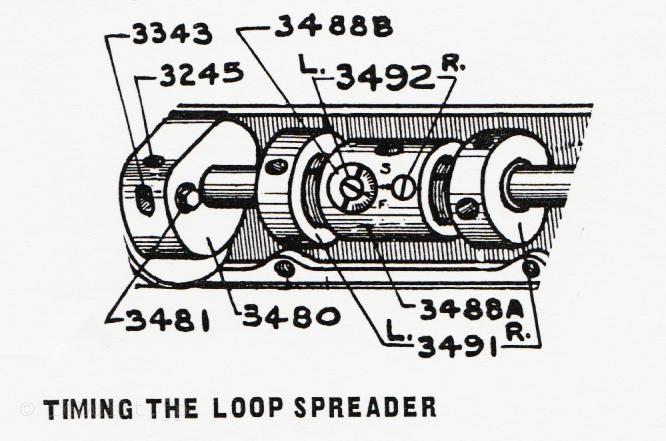
◆ ニードルバーのタイミングとルーパー調整式シャフトカップリングの関係
ルーパータイミングゲージの適切な位置にルーパータイミングニードルが位置している様子を示しています。 調整式シャフトカップリング(No. 312-557-002)には「O」、「S」、「F」の目盛りが刻まれており、調整式偏心ブッシング(No. 312-676-003)には7 3/4度間隔の目盛りが刻まれています。偏心ブッシングの「O」マークがカップリングの「F」の方向に向いている場合、ニードルバーの回転速度が速いことを示し、偏心ブッシングの「O」マークがカップリングの「S」の方向に向いている場合、ニードルバーの回転速度が遅いことを示します。
ニードルバーとルーパーのタイミングを合わせるには、タイミングニードルNo. 31-003-609をニードルバーヘッドの最初の穴に挿入します。ルーパーを針に対して縦方向または横方向に近づけたり遠ざけたりするために必要な調整は、上の調整(「A」および「B」)で行います。
テストルーパーNo. 31-003-608を、設定ゲージNo. 312-882-003を取り付けたルーパーホルダーに取り付けます。ミシンを手動で送ります。針が下降し、ルーパーが後退しているとき、針先がテストルーパーの線の交点に一致している必要があります。テスト針が線の交点の左側の水平線に達する場合はニードルバーが速すぎ、線の交点の右側に達する場合は遅すぎます。いずれの場合も、「調整」の説明に従って調整します。
ニードルバーが下降している状態で、通常の針とルーパー、そしてループスプレッダーが右方向に動いていると、針はループスプレッダーによって保持されているルーパー糸のループに入り、右方向に移動した時点でループスプレッダーに保持されている状態になります。ミシンを縫製終了時に確認してください。
◆ シャフトカップリングの調整
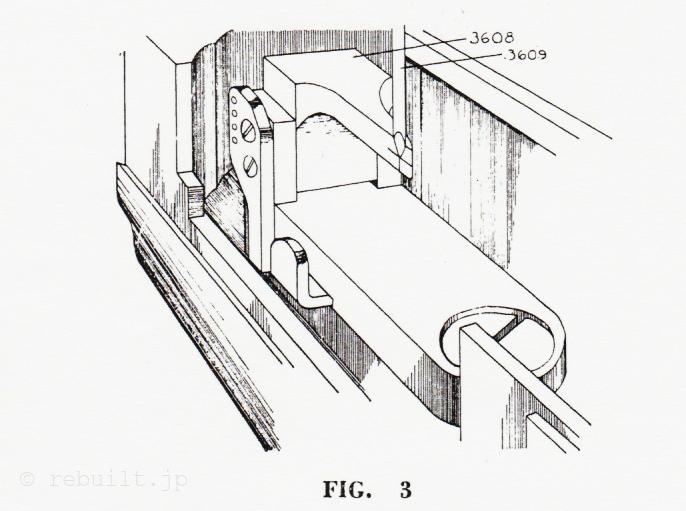
左側ロックナット(No. 312-630-005)を緩めます。シャフトカップリング調整ピン(No. 312-620-018)とカップリングレンチ(No. 312-880-001)を使用し、調整式偏心ブッシング(No. 312-676-003)を押さえ、左側カップリングセットスクリュー(No. 3492)を緩めます。レンチ(No. 312-880-001)を使用して、調整式偏心ブッシング(No. 312-676-003)を必要に応じて「高速」または「低速」で回します。左側カップリングセットスクリューを締めます。 No.3492とロックナットNo.312-630-005を使用します(図4参照)。
◆ 垂直調整
ループスプレッダーの歯先とルーパーの上面との間には、ルーパー糸が自由に通過できる十分な隙間が必要です。ループスプレッダーゲージNo.31-074-245を使用して、ループスプレッダーをルーパー上面から0.010インチ上に調整します(図5参照)。
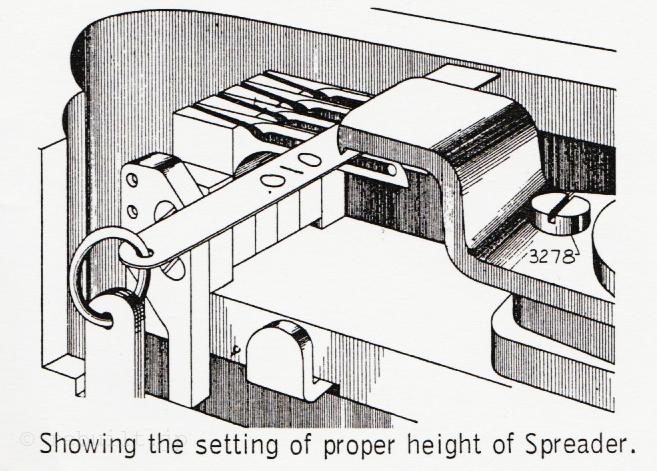
調整
スプレッダーを下げるには、針を最上部まで上げ、ルーパーホルダーをミシンから離します。ドライバーの先端でスプレッダーを軽く押し下げます。スプレッダーを上げるには、ドライバーをスプレッダーの歯に接触しないように注意しながら、スプレッダーの湾曲部に向かってスプレッダーの下に差し込みます。適切な高さになるまで、スプレッダーを少し押し上げます。
◆ 水平調整
ループスプレッダーは、スプレッダーの歯がルーパー糸を捉え、針がスプレッダーの歯によって形成されたループに入るまで保持するように、キャリア上に配置する必要があります。糸がスプレッダーの歯に長く留まらないようにしてください。縫い目が歪む原因となります。また、糸がスプレッダーの歯から早く落ちるのも避けてください。縫い目が飛びます。スプレッダーの初期調整には2つの方法があり、どちらの方法も使用できます。まず、ネジNo. 312-600-038を少し緩めて、スプレッダーを調整できるようにします。(図6参照)
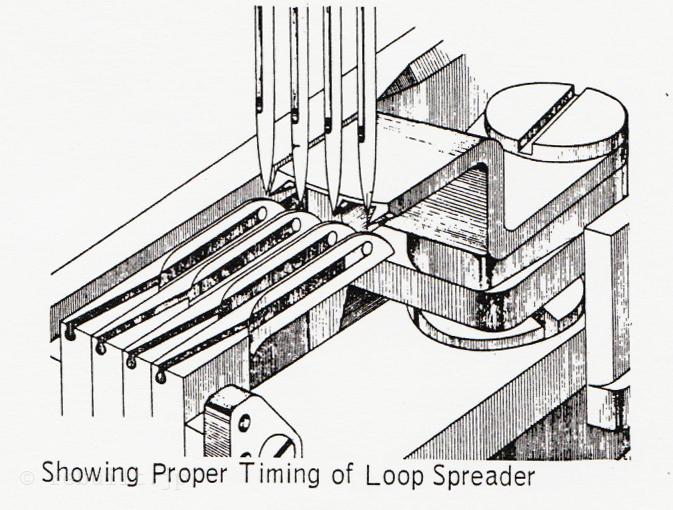
メソッド1:
ハンドホイールを回し、針を上昇させた状態で、スプレッダーを短い針の先端が最初の歯の先端と揃うように設定してください。この調整を確認するには、アームの狭い端から広い端に向かって見てください。
メソッド2:
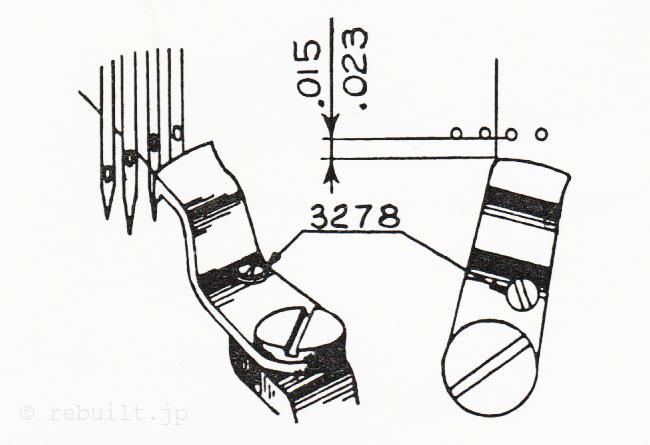
ハンドホイールを回し、針を下降させた状態で、針穴の中心がスプレッダーの上端と同じ高さになるように設定してください。次に、スプレッダーの左側が2本目の針の内側の端と一直線になるように設定してください。No. 3または33の針を使用する場合、スプレッダーの先端から2本目と3本目の針の先端までの距離は、0.015インチ~0.023インチの範囲内に収まるようにしてください。調整後、ネジNo. 312-600-038を締め直してください。 (図7参照)
上記のようにスプレッダーを調整した後、サンプル縫いを行い、以下の点に注意してください。
・スプレッダーを右に回しすぎると、ルーパー糸がスプレッダーの先端に長く留まるため、縫い目が緩んだり、ループ状になったりします。
・スプレッダーを左に回しすぎると、ルーパー糸がスプレッダーの先端から早く落ちるため、縫い目がきつく、または「糸引き」したような仕上がりになります。ループスプレッダーの歯には常にバリがないようにしてください。バリがある場合は、バフ研磨で取り除いてください。
◆ チェーニングプレート(爪)
チェーニングプレートのフィンガーが曲がったり、バリが付いていないことを確認してください。フィンガーが折れている場合は、チェーニングプレートを交換してください。
◆ クロスプレート(針板)
クロスプレートをアームにねじ込んだ状態で、針がチェーニングプレートのフィンガーの中央を通過するようにしてください。
◆ ループシェダー
ループシェダーはクロスプレートの裏側にリベット留めされています。バリなどがあってはなりません。破損している場合は交換してください。
◆ ニードルシールド
ニードルシールド調整式 #312-561-004 は、ニードルシールドネジ #312-600-053 (2) でニードルシールドサポート #312-576-002 に取り付けられています。ニードルシールドネジワッシャー #312-616-003 は、ニードルの側面と仕切りフィンの壁面との間隔が均等になるように配置され、すべての針にとって最適なクリアランスが確保されます。 針の先端側と対応する溝の間隔は、すべての針にとって最適なクリアランスが確保されるように、約 0.010 インチ均等にする必要があります。 特に厚手の素材を縫製する際は、ミシンを停止し、手動でミシンを回転させ、針がシールドに出入りする様子を確認してください。針がシールドによって適切にガイドされていない場合は、微調整が必要になる場合があります。
◆ フィードサーフェイス
フィードサーフェイスの高さ調整は、フィードクランクレバーピボットスタッド(No. 312-604-007)を調整することで行います。これは、フレームのブリッジ部分の左側または内壁を貫通する偏心スタッドです。このスタッドの先端には「Top」という文字が刻印されており、おおよその位置を示しています。このスタッドの先端は、No. 312-604-008およびNo. 312-604-026のスタッドと同様です。 フットを上げた状態で、フィードサーフェイスが送り動作の終端に達して戻り始めたときに、フィードサーフェイスの歯がクロスプレートの上部と水平になるように、フィードサーフェイスの高さを調整する必要があります。
・調整
フレーム上部、ピボットスタッド(No. 312-604-007)のすぐ上にあるネジ(No. 312-600-023)を緩め、スタッドを時計回りまたは右方向に回してフィードサーフェイスの高さを上げます。スタッドを反時計回り(左回り)に回すと、フィードの高さが下がります。
交差糸調整
◆ 交差糸の張力
ほとんどの場合、横糸に軽く張力をかけるだけで十分です。
◆ 交差糸キャリア調整
・調整
まず、交差糸レバースクリュー(No. 312-600-020)を緩め、交差糸フック(No. 312-811-001)を回して邪魔にならないようにし、交差糸キャリア(No. 312-841-002)を適切に調整できるようにします。
クロス スレッド キャリア No. 312-841-002 の最端で、ショート ポイント ニードル No. 1 に向かう動きを調整して、図 7 の「A」に示すように、ショート ポイント ニードルがクロス スレッド キャリアによって保持されている糸ループに入るようにする必要があります。これは、クロス スレッド キャリア スクリュー No. 312-600-064 を緩め、必要に応じてクロス スレッド キャリア No. 312-841-002 をショート ポイント ニードル No. 1 に向かって、またはショート ポイント ニードル No. 1 から振り出すことで実現します。
◆ 交差糸かま調整
- 交差糸かまNo. 312-811-001は、交差糸キャリアNo. 312-841-002と短針No. 1の間に挟まれた横糸を引っ掛けるように調整します。この時、交差糸キャリアが図Bのように短針から離れる方向に移動の終端にある必要があります。交差糸レバーネジNo. 312-600-020を締めます。
- 次に、ミシンのハンドホイールを回し、交差糸かまが最後の針No. 4に向かって右側に移動するようにします。この位置で、No. 4の針は下降ストロークし、交差糸かまに挟まれた糸ループに入ります。交差糸糸かぎの調整は、位置の再確認と再設定が必要な場合があります。かぎが右寄りにセットされすぎると、交差糸の縫い目が緩んでしまうからです。
注:交差糸かぎが何らかの理由で直角にセットされておらず、調整1で説明したようにかぎがクロス糸をキャッチしない場合は、必要に応じてかぎを上下に動かすことができます。フックポイントから約1.3mm後方に圧力をかけてください。
<注 意>
クロススレッドキャリアNo.312-841-002とクロススレッドフックの関係を最終調整する際には、クロススレッドキャリアネジNo.312-600-064とクロススレッドフックレバーネジNo.312-600-020を締め付けた際に、クロススレッドキャリアNo.312-841-002とクロススレッドフックが上下の最大クリアランス0.001mmで引っかかることなく自由に動くことを確認することが重要です。
◆ フットの取り外し
針棒が最上部にある状態で、送り面が布プレートより下にあることを確認してから、針を取り外してください。
- トリマーアームキャップNo.312-780-024
- トリマーブレード上部ホルダーの組み立てNo. 31-431-089
- リフターレバースタッドネジ No. 312-600-013 を緩めます。
- リフターレバースタッド No. 312-604-015 を、リフターレバーユニットが邪魔にならないように後方に移動できる程度に押し出します。
- 押えクランプネジ No. 312-600-066 を緩めます。
- 針棒カバー(上)ネジ No. 312-600-046
- 針棒カバー(上) No. 312-510-003
- 押え位置ネジ No. 312-600-069
- 押えバネ調整ネジ No. 311-600-059
- 押えバネ No. 312-640-010
- 押え棒 No. 312-592-001
- 押えガイドネジNo. 312-600-054
- フットガイド No. 312-850-002
- フットブレースネジ No. 312-600-046
- フットブレース No. 312-756-004
- クロススレッドキャリアリンクスタッド No. 312-604-027 (フットユニットを外し、フット取り外しの最終操作を完了します)
◆ 押え金の取り付け
押え金を取り付けるには、上記の手順を逆の順序で行ってください。
押え金を交換する際は、交差糸かま調整と交差糸キャリア調整を確認することをお勧めします。 押え金に交差糸の遊びが生じた場合は、押え金の右側にある押え金固定ネジ(No. 312-756-004)を調整することで、この遊びをなくすことができます。押え金固定ネジ(No. 312-600-046)を2本緩め、押え金の交差糸の遊びがなくなるまで押え金固定ネジを調整してください。
◆ 上糸巻き装置とガイド:
上糸巻き装置は、様々な素材や糸の種類に応じて、糸巻き速度を調整できます。
天秤は、針糸天秤ネジ(No. 312-600-019)が針糸天秤(No. 312-900-005)の溝の中心より少し下になるように設定するのが最適です。針糸天秤ネジ(No. 312-600-019)と針糸天秤クランプネジ(No. 312-600-017)を締めてください。
ミシンを縫製する準備ができたら、上記の天秤の設定を少し変更する必要がある場合があります。天秤のタイミングが速すぎたり遅すぎたりすると、ルーパーとスプレッダーのタイミングが正確に調整されていても、目飛びが発生します。
◆ トリマーアームを取り外すには、以下の手順に従ってください。
以下の部品を取り外します。
- トリマーシャフトブラケットカバーネジ(No. 312-600-054)
- トリマーシャフトブラケットカバー
- 脚(ページおよびの指示に従って取り外します)
- トリマーアームキャップネジ(No. 31-431-034)
- トリマーアームキャップ(No. 312-780-024)
- トリマーアーム調整ネジ(No. 312-600-010、前面および背面)
トリマーアーム(No. 312-502-002)をトリマーシャフト(No. 312-540-007)から取り外す際に、ネジの先端が邪魔にならないようにします。 - トリマーアームネジ No. 313-600-002 8. トリマーアーム No. 312-502-001
◆ トリマーアームの取り付け
トリマーアームを取り付けるには、上記の手順を逆の順序で行います。
◆ トリマーアームの位置を決める前に
- クロス糸キャリアが針No. 1とNo. 2の中央に位置し、フットの位置が確立されていることを確認します。
- フットガイドNo. 312-850-002とフットブレースNo. 312-756-004の間でフットが横方向に遊びなくスムーズにスライドするように、フットブレースを調整します。
- フットガイドNo. 312-850-002を取り外し、クロススレッドリンクNo. 312-730-005がニードルバーに最も接近した状態で、ニードルバーとクロススレッドリンクNo. 312-730-005との間の隙間(0.029~0.033mm)を測定できるようにします。
- フットガイドを取り外した状態でトリマーアームの位置を調整する場合は、フットをフットブレースNo. 312-756-004に当てます。
◆ トリマーアームの位置
トリマーアームとニードルバーの関係は、トリマーアーム調整ネジNo. 312-600-010 (2) を前後に操作することで調整します。前側のネジを右に回すと、トリマーアームはニードルバーに近づきます。後側のネジを右に回すと、トリマーアームはニードルバーから遠ざかります。トリマーアームがニードルバーに向かって最も左の位置になるまでハンドホイールを回します。トリマーアームネジ(No. 313-600-002)を締め付け、トリマーシャフトの垂直方向の遊びがなくアームを所定の位置に保持するのに十分な摩擦力をかけます。トリマーアームがニードルバーに最も接近した状態で、前後のネジ(No. 312-600-010)を同時に操作します。ニードルバーの側面とクロススレッドリンク(No. 312-730-005)が最も近い位置にあるときの間隔は、0.029~0.033インチ(0.029~0.033インチ)です。この調整により、クロススレッド機構が適切に縫製されるようになります。
◆ フィードピニオンベアリング No.7063 C の交換
何らかの理由でフィードピニオンベアリングを取り外す場合は、2つのフィードダイヤルにそれぞれ表示されている数字が、取り外す前と同じであることを確認してください。同じでない場合は、フィードピニオンベアリングを再度機械から取り外してから、ダイヤルをフィードダイヤルプレートに合わせる必要があります。これは、フィードダイヤルのゼロをフィードダイヤルプレートのゼロに合わせることで行います。
◆ 自動潤滑システム
機械は、下部ポンプと上部ポンプで構成されるデュプレックスポンプユニットによる内部強制循環によって完全に潤滑されます。
下部ポンプは、機械のすべての部品に、調整された圧力でオイルを内部から連続的に供給します。
上部ポンプは、アームドレンシールドに集められたオイルをメインリザーバーに戻すための吸引ポンプとして使用されます。
アームドレンシールドの補助サンプ内のオイルは、メインリザーバーにポンプで送られる前にストレーナーを通過する必要があります。
メインサンプからオイルを再循環させる前に、ストレーナーを通過させ、常にクリーンなオイルが部品に供給されるようにする必要があります。
圧力は、ポンプフレーム(No. 312-508-002)の背面にあるポンプバルブレギュレーター(No. 312-716-001)によって調整できます。
ポンプには、ポンプ開口部カバー(No. 312-600-054)がカバーネジ(No. 312-600-054)で固定されているフレーム背面の開口部からアクセスできます。
◆ リリーフバルブの調整
ポンプバルブレギュレーターネジ(No. 312-600-013)を緩め、ポンプバルブレギュレーターを右に回すと閉じ、左に回すとバイパスが開きます。バイパスからオイルが排出され、流量調整に必要な圧力に応じて排出されます。調整後、ネジ(No. 312-600-013)を締めてレギュレーターを固定します。メインシャフトカバーとカバーシールドを取り外すと、レギュレーターを調整して、フィードクランクレバーの先端からフィードベルクランクへ適切な量のオイルが噴出するのを確認できます。これにより、ニードルバーシャフトウィンドウを通過して機械のヘッドエンドへも適切なオイル量が噴出するのを確認できます。
ポンプフレームのスイング
取り外し
ポンプ開口部カバーネジ
ポンプ開口部カバー
ポンプオイルストレーナー
圧縮ブッシング No.312-676-002 を外し、ポンプ開口部からストレーナーを取り外します。
ポンプ出口ネジ
ポンプオイルストレーナーカップリング
ブラケット No.312-740-003
取り外し – ポンプ出口アセンブリ No.312-900-014
ポンプフレームを左右のメインシャフトベアリングに固定している2つのセットスクリューを緩め、ポンプフレームがサンプからポンプ開口部へ上方にスイングできるようにします。
ポンプの位置を変更するには、ポンプをオイルパンに下ろし、手順を逆に実行してください。
ポンプオイルストレーナー #312-655-003 を取り外したり清掃したりするには、ポンプ開口部カバーネジ #312-600-054 とポンプ開口部カバーを取り外します。ポンプオイルストレーナー圧縮ブッシング #312-676-002 を緩め、ポンプ開口部からストレーナーを取り外します。
ストレーナーを取り付けるには、手順を逆に実行してください。
◆ ポンプユニットの取り外し
ポンプユニットを取り外すには、ポンプフレームをサンプから上方に持ち上げ、ポンプユニットがポンプ開口部から出てくるまで回します。ポンププレートワッシャースクリュー #312-600-014 の4本を緩め、ポンプオイルストレーナー延長クランプ #312-683-003 とポンプオイルストレーナー延長クランプ #312-639-003 を取り外します。
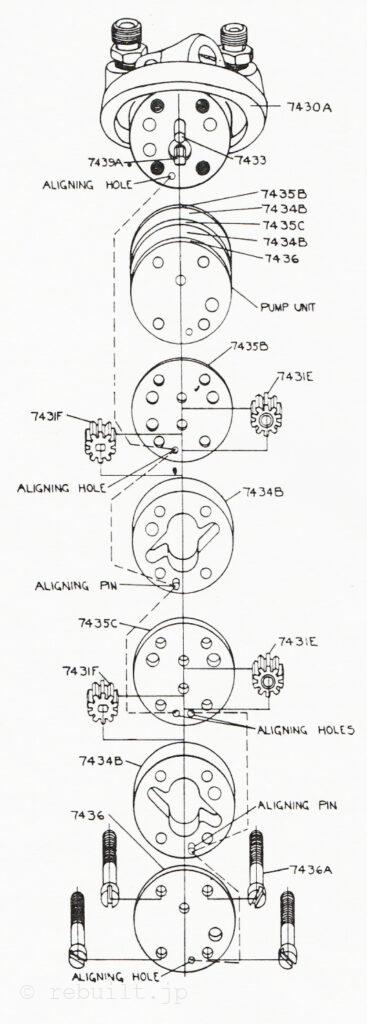
ポンプユニットは以下の部品で構成されています:
312-646-003 ポンプギアプレートスペーサー(上部)
312-764-002 ポンプシャフトギア
312-764-001 ポンプギア
312-800-004 ポンプギアプレート
312-646-002 ポンプギアプレートスペーサー
312-764-002 ポンプシャフトギア
312-764-001 ポンプギア
312-800-004 ポンプギアプレート
312-615-004 ポンプギアプレートワッシャー
各プレートが正しく互いに固定されるように、部品は記載されている順序で組み立ててください。正しく組み立てられていない場合、ポンプギアプレートNo. 312-800-004のアライメントピンがプレートを固定しません。その結果、アライメントピン付近のプレート間に隙間が生じます。
◆ ポンプユニットをポンプフレームに組み立てて取り付けるには
- 位置合わせピン穴を左側にして、No. 312-646-003をNo. 312-540-002とNo. 312-620-011に挿入し、位置合わせピン穴が一致するようにポンプフレームにしっかりと固定します。
- No. 312-764-002をNo. 312-540-002に挿入し、No. 312-646-003にしっかりと固定します。3. No. 312-764-001をNo. 312-620-011に挿入し、No. 312-646-003にしっかりと固定します。 4. 位置合わせピンが左下になるように、No. 312-800-004をNo. 312-764-002とNo. 312-764-001の上に置き、No. 312-646-003に当たった時にピンが位置合わせ穴に入るようにします。
- 位置合わせピン穴が下になるように、No. 312-646-002をNo. 312-540-002とNo. 312-620-011に挿入し、No. 312-800-004に当たって固定します。
- No. 312-764-002をNo. 312-540-002に挿入し、No. 312-646-002に当たって固定します。
- 位置合わせピンが右下になるように、No. 312-800-004 または No. 312-764-002 と No. 312-764-001 を配置します。ピンが No. 312-646-002 に当たった際に位置合わせ穴に入るようにします。
- 位置合わせピン穴が右下になるように、No. 312-615-004 を No. 312-620-011 に挿入します。
- ネジ No. 312-600-014 を 4 本、ネジ頭が No. 312-615-004 に軽く当たるまで挿入します。
- ポンプフレームを左手で持ち上げます。左手はポンプ開口部に通してかまいません。機械を稼働させながら、右手でネジ No. 312-600-014 を徐々にしっかりと締めます。
- ネジ #312-600-014 を1本外し、ポンプオイルストレーナー延長 #312-639-007 とポンプオイルストレーナー延長クランプ #312-683-003 をポンプギアプレートワッシャー #312-615-004 の上に取り付け、ネジを元に戻して締めます。
- ベルトを外します。右手でポンプフレームを持ち上げて(ポンプ開口部に通してもよい)、左手でハンドホイールを回してポンプの自由回転をテストします。固着がある場合は、手順 9 と 10 を繰り返しますが、最初にネジ #312-600-014 を緩めます。手順 11 を繰り返す際に、ギアがチャンバー壁に干渉しないようにプレートの側面を軽く叩く必要がある場合があります。
- ポンプが正しく組み立てられたら、オイルストレーナーを元に戻し、2本のネジ(No. 311-600-054)を締め直してポンプをベアリングに固定します。オイルチューブを取り付けます。
◆ ニードルバーレバーシャフトの取り外し
- トリマーシャフトブラケットカバーとニードルバーカバー(上部)を取り外します。
- ニードルバーレバーシャフト窓ネジとニードルバーレバーネジを取り外します。
- ニードルバーレバーシャフトをミシンのトリマーシャフトブラケットカバー側から押し込み、ニードルバーレバーシャフト窓と2つのガスケットをフレームのニードルバーレバーシャフト窓穴から外します。シャフト全体が出てきます。
◆ ニードルバーレバーシャフトの取り付け
上記の手順を逆に行い、(1)ガスケット、(2)ウィンドウ、(3)ガスケット、そしてネジを取り付けてください。
◆ アームに溜まったオイルの廃棄
アームには、アームドレンシールド内の補助オイルパンへオイルを流すための自然な経路があります。このシールドは、アーム後端下部の開口部を覆い、2本のアームドレンシールドネジで固定されています。オイルはアームからアームドレンシールドに排出されます。アームドレンシールドにはストレーナーが設置されており、オイルを濾過することで、蓄積した糸くずがオイルリザーバーに流入するのを防ぎます。
アームドレンライン(前側)は、プレートの開口部からストレーナーチャンバーに入り、フィードピニオンベアリングの上部まで伸び、そこでカップリングによってアームドレンライン(後側)に接続されます。このラインは、フィードクランクレバーの下のフレーム下面に沿って伸びており、ポンプフレームの開口部に接続されています。この開口部はポンプの上部まで伸びる空洞を形成しています。アームドレインライン(前側)は、クランプ機構によって固定されています。クランプ機構はフィードピニオンベアリングに接続され、フィードピニオンベアリングはアームドレインに接続されています。
◆ アームドレンライン(前部および後部)の取り外し方法
- 以下の部品を取り外します:
フィードダイヤルプレート
ニードルバーシャフトカバー
ポンプ開口部カバー
ポンプオイルストレーナー
ポンプオイル出口ネジ
ポンプオイルストレーナーブラケット - 以下の部品を取り外します:
アームドレンラインクランプネジ
ポンプフレームネジ - 以下の部品を取り外します:
アームドレンライン(後部)
ニードルバーシャフトベアリング左圧縮ナット
ニードルバーレバーシャフトフィードライン圧縮ナット
フレーム内のフィードラインコネクタから取り外します。
ポンプアウトレットスリーブをポンプアウトレットユニオンから取り外し、両方を横に動かして、ポンプを上方に押し上げてポンプ開口部に入れるようにします。 - アームドレンライン(前部)をフィードダイヤルプレートの開口部から上に持ち上げ、外れるまで押し込みます。
- アームドレンライン(後部)をフレームのポンプ開口部に通します。
◆ アームドレンラインの取り付け
上記の手順を逆の順序で実行してください。
<注意>
アームドレンライン(前側)を取り付ける際は、アームドレンラインストレーナプレートの開口部に挿入し、カップリングを締め付けた後、カップリングがフィードピニオンベアリングのスロットの底に当たるまでアーム排水ラインを押し下げてください。アームドレンラインを押さえながらクランプネジを締め、下方にクランプしてください。
アームドレンラインストレーナの取り外し
アームドレンシールドのネジ2本を緩めて、アームドレンシールドを取り外します。
アームドレンラインストレーナプレートを持ち上げて、シールドからアーム排水ラインストレーナを取り外します。ストレーナを再取り付けするには、シールド内のサンプにストレーナを置き、前端をラグの上部と面一になるように押さえながら、プレートの後端をシールドの背面壁に押し付け、プレートがラグと壁の間に挟まれるまで押し込みます。シールドを取り付ける前に、アームドレンライン(前側)の先端がストレーナープレートの穴に入っていることを確認してください。
◆ 潤滑システムの効率を維持するための情報
オイルレベルは、常に機械背面にあるオイルゲージの「High」と「Low」のオイルレベルマークの間に維持する必要があります。
オイルレベルが「High」マークを超えると、ポンプ開口部カバー下のトラフにある通気孔から過剰なオイルが流出します。
ポンプ開口部カバーのオイルホールカバーを上げることで、メインリザーバーに適切な量のオイルを補充できます。
機械の運転中は、ニードルバーレバーシャフトウィンドウから一定のオイルフローが流れている必要があります。機械のニードルバー端のオイル量は、ポンプバルブレギュレーターによって調整されます。
アームドレンシールドウィンドウにオイルが過剰に溜まっている場合、オイルがストレーナーチャンバーに十分に流入できず、ポンプがオイルをメインリザーバーに排出できない状態です。アームドレンシールドウィンドウの表示レベルは、ウィンドウの下部から約1/2インチ(約3.3cm)以上になることはありません。オイルレベルがウィンドウの下部から約1/2インチ(約3.3cm)以上になった場合は、以下の手順を踏む必要があることを警告しています。
- アームドレンシールドとアームドレンシールドストレーナーを灯油で取り外し、糸くずやスラッジの蓄積を取り除きます。ストレーナーを交換する前に、アーム背面の開口部からアームドレンシールドとアーム内のチャネルを清掃します。アームの開口部からワイヤーを上に通して、ルーパーレバーの下に蓄積した糸くずを取り除きます。すべてのカップリングはしっかりと締め付け、オイルラインに空気が入り込むのを防ぎ、アーム内のオイル蓄積を適切に排出する効率を低下させないようにする必要があります。
- 手順1で問題が解決しない場合は、メインシャフトカバーシールドとポンプ開口部カバーを取り外し、ポンプバルブレギュレーターを調整して、機械の稼働中にフィードクランクレバーの端からフィードベルクランクのアームに流れるオイルの量を減らします。
- ストレーナーを取り外し、少なくとも月に1回は清掃します。 4. メインリザーバーは、少なくとも6ヶ月に1回、灯油で完全に空にし、糸くずやスラッジをすべて取り除き、新しいオイルを補充してください。オイルストレーナーも同時に清掃してください。
メインシャフトベアリング(右)のキャビティとリターン通路は、ハンドホイールの内側に糸くずや糸くずが絡まっていないか定期的に点検し、余分なオイルがメインリザーバーにスムーズに戻るようにしてください。ベアリングの端からオイルが漏れている場合は、オイルが適切に戻っていないことを示しています。ハンドホイールはベアリングの端と面一に設置してください。隙間が大きすぎるとオイルが漏れ出し、ルーパークランクレバーおよび関連部品へのオイルの継続的な循環が妨げられます。ニードルバーとフットバーは、ニードルバーレバーの操作によって発生するミストによって潤滑されます。
「W. & G.」No. 182または同等品などの高級オイルのみを使用してください。
粘度約180のオイルを使用してください。 「W.&G.」No.182は、通常のオイルよりも優れた接着性を持つため特に望ましい特別配合オイルです。